Техническое обслуживание подшипников качения электрических машин
При техническом обслуживании электрических машин контролируют работу подшипникового узла путем внешнего осмотра, измерения температуры нагрева, прослушивания шума и определения вибрации. Температуру нагрева измеряют термометрами или термопарами в месте, близком к подшипнику. Нагрев подшипников не должен превышать 100 °С. Шум прослушивают стетоскопом или на слух без приборов. Вибрацию измеряют виброметром или определяют на ощупь рукой.
Подшипники качения могут нагреваться выше допустимой температуры вследствие загрязнения и обилия смазки, большого трения между уплотняющей набивкой и валом, разрушения или изношенности деталей, слишком большой нагрузки из-за туго натянутого передаточного ремня. Шум подшипников вызывается их загрязнением, износом дорожек и тел качения, ослаблением посадки внутреннего кольца на валу, плохой центровкой машины. Если шум подшипника или его нагрев вызван внешней причиной, то ее необходимо устранить и убедиться, что подшипник перестал перегреваться. Появление неисправности подшипника требует проведения текущего ремонта, при котором возможны замена подшипника и смазки в нем или устранение других неисправностей.
Для замены смазки или подшипников необходимо разобрать двигатель и извлечь ротор из статора. В этом случае, если снять только щиты и не извлечь ротор, при проведении работ могут быть повреждены обмотка или сердечник двигателя. Роторы небольшой массы можно извлечь руками. При большой массе ротора используют различные приспособления.
Для замены смазки подшипников четыре подшипниковые крышки и вал в месте посадки подшипников очищают от старой смазки и промывают бензином. Свежую смазку закладывают в подшипниковые крышки. Затем производят сборку двигателя.
Для снятия шарикового подшипника с вала пользуются винтовым съемником. Подшипники стягивают за внутреннее кольцо таким образом, чтобы усилие стягивания не передавалось на шарики. При стягивании подшипника за наружное кольцо последнее может лопнуть вследствие расклинивания его шариками. Изношенный подшипник заменяют подшипником того же номера (номер нанесен на торце подшипника). Как правило, подшипники не ремонтируют, так как отсутствует способ определения остаточного ресурса подшипника, а неплановый останов двигателя почти всегда обходится намного дороже, чем новый подшипник. Подшипники надевают на вал нагретыми до температуры 90— 100 °С. Нагрев производят в ваннах с минеральным маслом. Если подшипник не устанавливается на вал свободно, его насаживают ударами молотка через монтажную трубу.
При разборке подшипникового узла с роликовым подшипником подшипниковый щит снимают вместе с наружной обоймой подшипника. Внутренняя обойма и ролики остаются на валу. При разборке следует маркировать кольца подшипников для того, чтобы их не перепутать, так как замена колец недопустима. Смену подшипников в машинах постоянного тока проводят аналогично.
В асинхронных электродвигателях серии 4А с высотой оси вращения 50—132 мм применяют герметизированные подшипники сер. 180 000 с двусторонним резиновым уплотнением и заложенной на срок службы не менее 12 тыс. ч смазкой. Конструкция подшипника не предусматривает добавление или замену смазки, поэтому такие подшипники заменяют при выработке срока службы, капитальном ремонте или при появлении неисправности в нем.
В асинхронных электродвигателях серии 4А с высотой оси вращения 160—355 мм предусмотрены два вида подшипниковых узлов: с пополнением смазки только при разборке двигателя и с устройством для пополнения смазки без разборки двигателя. Последний применяют также во взрывозащищенных асинхронных электродвигателях мощностью от 10 до 2000 кВт и некоторых других машинах.
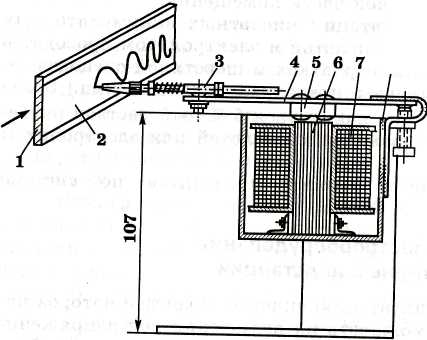
Рис. 12.2. Виброграф:
1 — планка; 2 — бумажная лента;
3 — пишущее устройство; 4 — пружина;
5 — якорь; 6 — электромагнит;
7 — обмотка; 8 — корпус