Цель задания
Изучение методики выбора стандартных переходных посадок и посадок с зазором на основе методов прецедентов (аналогов) или подобия.
2 Выявление в конструкции сборочных единиц, в которых следует применить соединения с зазором, определение условий работы и ответственности соединения, назначение стандартных посадок с зазором. Приведение схемы расположения полей допусков.
В данной конструкции по посадке с гарантированным зазором соединяются крышки подшипниковых узлов 3 и 14 со стаканами 4 и 15. Это неподвижное соединение не является ответственным и к нему не предъявляются высокие требования по соосности деталей.
В данном задании по посадке с зазором соединяется втулка 14 с осью 15 Ø14  .
.
 ;
;
 .
.
Также по посадке с зазором соединяются детали с номерами позиции 3 и 1.(название деталей!) Ø34  .
.


На рисунке 2.3 представлено графическое изображение полей допусков посадок с зазором.
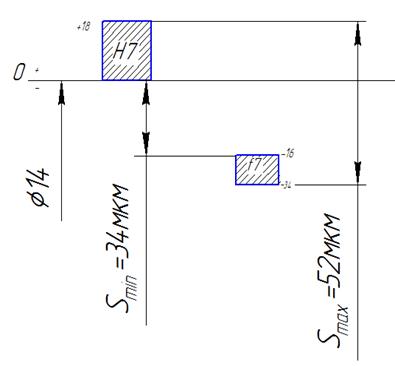
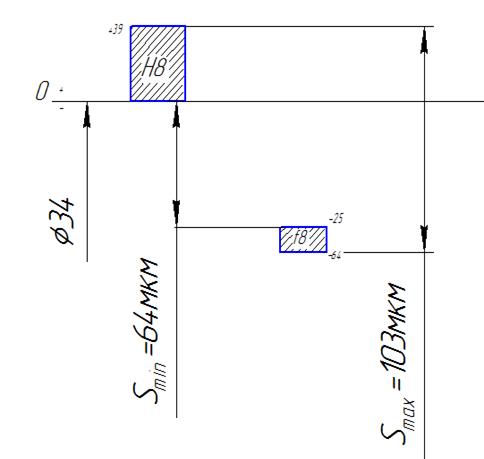
Рисунок 2.3 – Схема расположения полей допусков посадок с зазором
Вывод. Допуск охватывающей детали нельзя расширять, так как он должен обеспечивать работоспособность подшипниковых узлов. Допуск охватываемой детали сравнительно легко технологически выполним. Посадка обеспечивает легкую сборку–разборку соединения.
3 Выявление в конструкции сборочных единиц, в которых следует применить соединения с переходными посадками, определение условий работы и ответственности соединения, назначение стандартных переходных посадок. Приведение схемы расположения полей допусков.
По переходной посадке целесообразно соединять стаканы 8 и 12 подшипниковых узлов с корпусом 5. При этом должно обеспечиваться хорошее центрирование деталей. Также по переходной посадке соединяются детали 12 и 15 (название).
По аналогии с существующими конструкциями в справочнике [2] рекомендуется для соединений стаканов подшипников в корпусах (станкостроение) применять посадку
Ø 104  , Smax = 46 мкм; Nmax = 11 мкм.
, Smax = 46 мкм; Nmax = 11 мкм.
Ø14  , Smax=17мкм, Nmax = 12 мкм
, Smax=17мкм, Nmax = 12 мкм
На рисунке 2.4 представлена схема графического расположения полей допусков посадки.
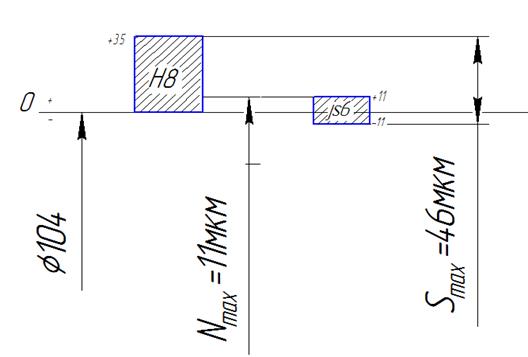
Рисунок 2.4 – Схема расположения полей допусков переходной посадки
Вывод. Выбранная переходная посадка обеспечивает хорошее центрирование деталей и достаточно легкую сборку–разборку, так как для этих посадок более вероятно получение зазора.
3 РАСЧЕТ И ВЫБОР СТАНДАРТНЫХ ПОСАДОК ПОДШИПНИКОВ КАЧЕНИЯ