Электрохимическая заточка инструментов
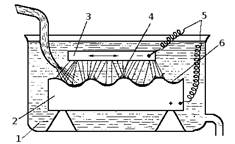
Рисунок 3 – Электрохимическая обработка: 1 — ванна с электролитом; 2 — заготовка (анод),3 — пластинка (катод); 4 — силовые линии; 5 — подвод тока.
Электрохимическая заточка режущего инструмента состоит в интенсификации анодного растворения на режущем лезвии. За счет этого получается утонение и заострение лезвия. Значительно повышенное местное анодное растворение металла создается путем увеличения плотности поступающего тока на эти участки и соответственной ориентацией лезвия относительно катода. Конечно, режущие углы у инструмента должны быть правильно образованы на предварительной заточке.
В качестве электролита применяют водные растворы кислот при температуре 20 — 80°С. Чистота обработки достигает 9-го класса.