Электрохимическая размерная обработка
Ее выполняют в струе электролита, прокачиваемого под давлением через межэлектродный промежуток, образуемый обрабатываемой заготовкой-анодом и инструментом-катодом.
Струя электролита непрерывно подается в межэлектродный промежуток, растворяет образующийся на заготовке-аноде соли и удаляет их из зоны обработки. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование поверхности происходит по методу отражения (копирования), при котором отсутствует износ инструмента, так как им является струя электролита.
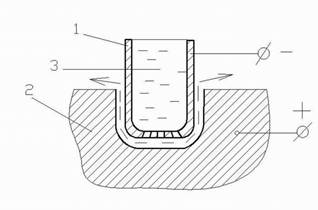 Рис.2. Электрохимическая размерная обработка.
Рис.2. Электрохимическая размерная обработка.
Этим способом обрабатывают заготовки из высокопрочных сплавов, карбидных и труднообрабатываемых металлов.
Для размерной электрохимической обработки используют нейтральные электролиты, такие как растворы солей NaCl, NaNO3, Na2SO4.
5. Электрохимическая обработка: режимы обработки, типы электролитов, генераторы. (2 вариант)
ЭХО представляет собой процесс растворения анода изделия.
Процесс ЭХО обработки основан на двух законах Фарадея:
1-й закон Фарадея: количество вещества осажденного или растворенного пропорционально количеству электричества пропущенного в электролите между электродами.
2-й закон Фарадея: количество различных веществ осажденных или растворенных пропорционально их химическим эквивалентам.
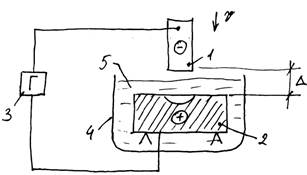
| 1 – электрод-инструмент катод, 2 – электрод-изделие анод, 3 – генератор постоянного тока, 4 – ванна электрохимического станка, 5 – электролит, ∆ - межэлектродный промежуток, v – скорость подачи электрода-инструмента к обрабатываемой поверхности. |
Рис.2. Принципиальная схема электрохимической обработки
Режимы обработки это:
I = 10000 А
U = 12…24 В
γ= 800 А/см2
∆ = 0,125…0,75 мм
I = const
При осуществлении технологических процессов зазор между электродами обычно поддерживается 0,125 мм. Шероховатость поверхности после обработки от 0,1 до 1 мкм (сопоставимо с полированием).
Обработки ведется со скоростью при токе 1000А примерно 1000 гр/ч или 2 см3/мин.
Используемые электролиты:
1) минеральные кислоты (растворы) – это относительно хорошие проводники, обеспечивающие продукты растворения которые находятся в ванне станка
2) щелочные – для обработки многих материалов не пригодны в следствие образования на поверхности не растворимых соединений (например вольфрам и молибден)
3) водные растворы солей – чаще всего используется 20% раствор Na Хлор (поваренная соль), они обладают меньшей электропроводностью чем основания, но они менее агрессивны.
Материалы для изготовления электрода-инструмента.
Электрод-инструмент катод при ЭХО не разрушается. Материал, который используется для инструмента, должен быть хорошим проводником, обладать достаточной прочностью, чтобы тонкие стенки не деформировались, под давлением электролита. Должны выдерживать необходимую термическую обработку и поэтому чаще всего используется нержавеющая сталь. В отдельных случаях используются цветные сплавы, но это тогда, когда электролит не является агрессивным.
В качестве генераторов (выпрямителей) используются селеновые, германиевые и кремниевые выпрямители.