Размерный износ инструмента
Размерным износом резца называем износ его ржущей кромки, измеренный в направлении нормальном к обрабатываемой поверхности (рис.3.1).
В любых условиях при резании наблюдаются износ инструмента, который всегда приводит к изменению размеров обрабатываемых деталей. Размерный износ резца является одной из причин, вызывающих погрешности механической обработки, так как он воздействует на достижение нормального и конечного размера обрабатываемой детали
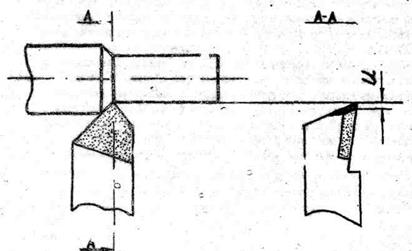
Рис. 3.1 Размерный износ резца
С точки зрения стойкости резца длятехнологов представляют интерес два критерия предельного износа. Износ в виде фаски на задней поверхности резца или износ в виде лунки на передней поверхности. Оба эти вида, предельного износа при достижении определенной величины делают невозможным дальнейший процесс резания.
С точки зрения точности механической обработки, для технологов представляет интерес размерный износ резца, непосредственно влияющий на размеры обрабатываемой детали.
Размерный износ представляет практический интерес только в условиях чистовой обработки, так как только в этом случае он может заметно влиять на точность механической обработки.
В современное производстве операции чистовой обработки выполняются резцами, оснащенными пластинками из твердого сплава, поэтому в настоящей работе и изучается размерный износ таких резцов при режиме чистового точения.
В общем случае размерный износ резца в процессе резания протекает неравномерно. В начальный момент резания происходит повышенный начальный износ. Далее наступает наиболее продолжительный период нормального износа, характеризующейся линейной зависимостью размерного износа от пути резания . После достижения определенной величины нормального износа наступает период интенсивного (катастрофического) износа, приводящего к разрушению, режущего лезвия резца (рис. 3.2).
Период начального износа и его величина зависят в основном от качества заточки и доводки резца, при хорошей заточке и доводке резца период начального (повышенного) износа ,может быть минимальным , и размерный износ на всем пути резания до периода катастрофического износа будет равномерным. Это имеет место, когда на задней грани создается искусственная фаска износа с углом α= 0 °.
На участке нормального износа наблюдается линейная зависимость размерного износа от пути резания υ2 , интенcивность износа характеризуется углом наклона линии износа к оси абсцисс, (угол α ).
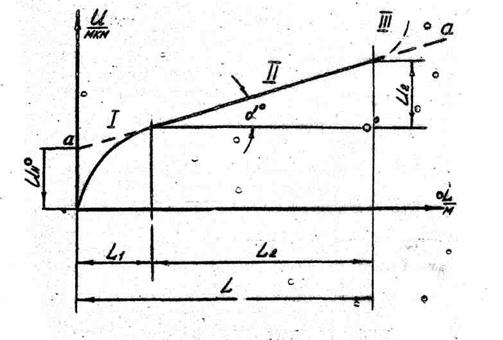
Рис. 3.2 График износа режущего инструмента .
Наиболее удобно выражать размерный износ в функции пути, пройденного инструментом в металле заготовки.
В этом случае величина у пути можно легко вычислить, зная размеры обрабатываемой поверхности и режимы резания. При точении путь режущего инструмента в металле заготовки оправляется поформуле:
L=πdl1000S=V*T
Где d и l – диаметр и длина обрабатываемой поверхности , в мм;
S – подача в мм/об
V – скорость резания в м/ мин
T – время резания в минутах
Для упрощения расчетов износа необходимо заменить кривую на рис.3.2 прямой аа. Эта прямая совпадает с кривой на участке П и отсекает на оси ординат отрезок Ин, который характеризует величину размерного износа на участке I . Ин –начальный размерный износ в мм.
Зная, для данных условий обработки значения И0 и Ин можно определить размерный износ на длине всего пути резания мкм:
U=Uн+ Uo L100V (3.2)
, где L в метрах.
Для продольного точения формула принимает вид :
U=Uн+ π d l106 S (3.3)
Относительным износом называется размерный износ режущего инструмента в (мкм) на пути резания L2=1000 (м) в зоне нормального износа:
Uo= U2L2=tg α* MuML2
, где U0- относительный износ в мкм/ км
U2-размерный износ на участке нормального износа в мкм
L2- путь резания на участке нормального износа в км
Mu- маштаб размерного износа в мкм/мм
Ml2- масштаб пути резания в км /мм