Лабораторная работа 1
Тема: Контроль размеров и отклонений формы с помощью микрометрических приборов.
Цель работы: Назначение методик выполнения измерений конкретных размеров гладких наружних цилиндрических поверхностей и приобретение первичных навыков работы со средствами измерений.
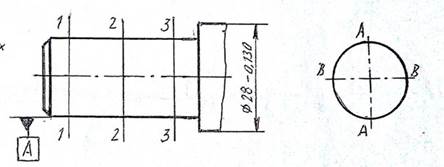
Объект контроля: вал ступенчатый N…
Оснащение:чертеж вала с указанием допусков формы поверхности A (посадочная ступень);
накладные приборы – микрометры гладкие, штангенциркуль;
ГОСТ 8,051 – 81. ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм. (Извлечения);
РД 50 – 98 – 86. Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм. (по применению ГОСТ 8,051 – 81);
Каталог измерительных инструментов “Шанхайского завода измерительного и режущего инструмента” и российских производителей;
 Литература: Г. М. Ганевский, И.И. Гольдин. Допуски; посадки и технические измерения в машиностроении. М.: Высшая школа, 1998. (с. 162…175)
Литература: Г. М. Ганевский, И.И. Гольдин. Допуски; посадки и технические измерения в машиностроении. М.: Высшая школа, 1998. (с. 162…175)
Задачи:1. Проанализировать требования к точной контролируемой детали, выбрать методы и средства измерений (СИ) по заданным параметрам.
2. Измерить заданные параметры и зафиксировать результаты с учетом погрешности измерения.
3 .Дать заключение о годности детали по каждому из контролируемых параметров.
4. Оформить отчет о лабораторной работе.
Краткие теоритические сведения
1. Произвести анализ требований к точности параметров детали, подлежащих контролю.
2. В соответствии с РД 50 – 98 – 86 назначить методику выполнения измерений (МВИ) размеров каждой поверхности (схему измерений, количество контролируемых сечений, средства измерений);охарактеризовать вид и метод измерений.
3. Подготовить инструмент к работе: проверить комплектность, протереть измерительные поверхности , проверить установку на нуль.
4. Выполнить измерения размеров каждой контролируемой поверхности, при этом поверхность А измерять по схеме, представленной на рисунке 2: в трех сечениях по длине 1-1, 2-2, 3-3 в двух взаимно перпендикулярных направлениях А – А и В – В. Результаты измерений представить в табличной форме.
5. Проанализировать результаты измерений всех размеров, сравнить их с предельными размерами. Дать заключение о годности по каждому из контролируемых предметов.
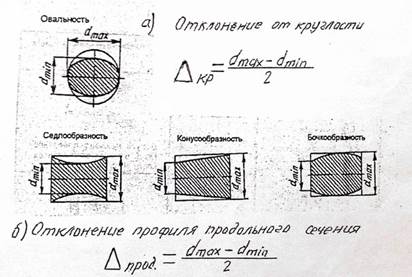
Рис.1 Частные виды
отключений формы
цилиндрических
поверхностей и их
определение.
Рис.2 Схема измерения
наружных цилиндрических
поверхностей.
Для поверхности А, рассчитать отклонения от округлости и профиля продольного сечения, определить виды отклонений (рис.1).
Погрешности формы поверхности ᴓ 28 – 0,130 должны укладываться в допуск размера, так как эта поверхность свободная, и допуски формы не нормируются.
5. Оформить отчет.
1.При измерении штангенциркуля запрещается во избежание потери плоской пружины.
2. При измерении микрометром или проверке 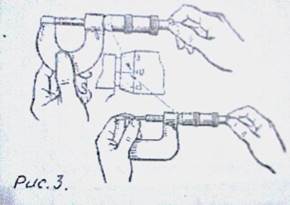 нулевого положения запрещается примерять излишнее усилие при силовом замыкании жесткой и подвижной пяток микрометра, для этого вращение микровинта осуществлять как показано на рисунке 3.
нулевого положения запрещается примерять излишнее усилие при силовом замыкании жесткой и подвижной пяток микрометра, для этого вращение микровинта осуществлять как показано на рисунке 3.
3. При установке нуля микрометра
возможно несовпадение, в этом
случае допускается принять условный
нуль отсчета показаний, учитывающий
величину методической погрешности.
4. По окончании работы ослабить
ото – поры у инструмента, протереть
антикоррозийным составом и уложить
в чехол или футляр.
Принципы выбора средств измерений
При выборе средства измерения (СИ) линейного размера детали учитывают следующие факторы:
- величину допуска на обработку размера;
- номинальный размер;
- требования к точности измерения размера;
- предельную погрешность средств измерения.
Допускаемую погрешность измерения δ контролируемого размера определяют по таблице РД 50 - 98 – 86 (с. 52…55);там же указывается СИ по таблице 1.
Предельную погрешность СИ находят по таблице 1 для указанного в таблице номера СИ.
Для оценки пригодности выбираемого средства измерения сопоставляют величину допускаемой погрешности измерения: этим СИ.
Если предельная погрешность измерения выбранным средством не превышает допускаемой погрешности измерения, то данное СИ применить для измерения данного размера можно.
Последовательность действий при выборе СИ для измерения линейного размера:
- для заданного номинального размера с предельными отклонениями подсчитывают величину допуска в микрометрах;
- находят величину допускаемой погрешности измерения поверхности по номинальному размеру и величине допуска и номер СИ по таблице 1;
- из таблицы 1 записывают наименование СИ и его для измерения заданного размера.
Вывод:В ходе выполнения работы научились выполнять измерения конкретных размеров гладких наружных цилиндрических поверхностей и приобрели первичные навыков работы со средствами измерений. Изучили устройство и принцип использования штангельциркуля и микрометра.