Расчет режима точечной сварки
Исходными данными для расчёта точечной сварки являются:
-толщина свариваемого металла S;
-марка свариваемого металла.
Основными расчётными параметрами режима точечной сварки являются:
-величина сварочного тока Iсв;
-усилие на электродах Fсв;
-время сварки (протекания сварочного тока) tсв;
-диаметр контактной поверхности электрода dэ.
Дополнительными расчётными параметрами являются:
-минимальная величина нахлёстки деталей bн;
-минимальный шаг точек Hтм;
-величина тока шунтирования Iш;
-время предварительного сжатия деталей tсж;
-время проковки сварной точки tпр;
-время цикла сварки tц;
-режим работы машины ПВ.
Расчёты начинают с определения диаметра контактной поверхности электрода dэ, который зависит от толщины свариваемого металла S(мм):
dэ=2·S+3 при S  3 (2.1)
3 (2.1)
dэ=1,5·S+5 при S>3 (2.1.1)
Диаметр ядра точки dя(мм):
dя=1,75+2,5·S (2.2)
Остальные размеры электродов рекомендуется определить по таблице 3.3. источника [1].
Время сварки определяется в зависимости от жёсткости режима. Для алюминиевых и медных сплавов требуются жёсткие режимы, а низкоуглеродистые стали можно сваривать на мягких и жёстких режимах. Жёсткость режима учитывается с помощью коэффициента сварки Кt, зависящего от материала и толщины (таблица 2.1).
Тогда время сварки:
tсв=Кt·S (2.3)
Для толщин 0,5–1,5 мм величину Кt следует выбирать по верхним пределам, а для толщин 2-5 мм – по нижним.
Усилие сжатия электродов зависит от типа материала, его толщины, жесткости режима сварки и определяется по формуле:
Fсв=Кр·S (2.4)
Таблица 2.1 – Значение коэффициента времени сварки
| Материал | Kt, c |
| Низкоуглеродистые стали | 80-300 |
| Нержавеющие стали | 80-160 |
| Жаропрочные стали | 150-300 |
| Алюминий и его сплавы | 70-100 |
| Титан и его сплавы | 100-160 |
| Латуни | 80-160 |
Коэффициент Кр зависит от материала и жёсткости режима и выбирается по таблице 2.2. Большие значения – для жёстких режимов.
Таблица 2.2 – Значение коэффициента давления
| Материал | Кр, Н/м |
| Низкоуглеродистые стали | (1,2…2,5)10 |
| Нержавеющие стали | (3,5…4,0)10 |
| Сплав АМг6 | (2,5…2,5)10 |
| Титан и его сплавы | (1,2…2,5)10 |
| Латуни | (1,2…2,5)10 |
Величину сварочного тока можно определить на основании уравнения теплового баланса смотреть (рисунок 2.1):
Qээ=q1+q2+q3 , (2.5)
где Qээ- выделяющаяся в зоне сварки энергия;
q1- теплота, расходуемая на нагрев и плавление металла;
q2- теплота, расходуемая на нагрев металла, окружающего ядро;
q3- теплота, идущая на нагрев электродов.

Рисунок 2.1 – Распределение тепла при точечной сварке
Сварочный ток рассчитывается по Закону Джоуля-Ленца:
Iсв=  , (2.6)
, (2.6)
где mr– коэффициент, учитывающий изменение общего сопротивления деталей между электродами rээ:
mr =1 для низкоуглеродистых сталей;
mr =1,15 для Al и Mg сплавов;
mr =1,2 для нержавеющих сталей;
mr=1,4 для Ti – cплавов.
rd.k– cопротивление деталей к концу процесса сварки, определяемое по таблице 1.2 источника [1].
Энергия q1, затрачиваемая на нагрев до Тпл столбика металла высотой 2 S и диаметром dэ:
q1=  , (2.7)
, (2.7)
где с – объёмная теплоёмкость металла.
Теплота х2 расходуется на нагрев металла в виде кольца шириной х2, окружающего ядро. Значение х2 определяется временем сварки tсв и температуропроводностью материала:
х2=4  . (2.8)
. (2.8)
Для сталей и сплавов х2=1,2  ;х2=3,1 и меди. Если площадь кольца
;х2=3,1 и меди. Если площадь кольца  ·х2 (dэ+х2) и высота его 2∙S, средняя температура нагрева
·х2 (dэ+х2) и высота его 2∙S, средняя температура нагрева  , тогда:
, тогда:
q2= k1 π∙х2(dэ+ х2) 2∙с∙S∙ , (2.9)
где k1 – коэффициент, равный 0,8.
Потери теплоты в электроды qв учитываются нагревом условного цилиндра в электродах высотой х3 до средней температуры Тэ=Тпл/8.
Длина участка:
х3= 4  , (2.10)
, (2.10)
а объём его:
 .
.
Коэффициент k2 = 1 для цилиндрического электрода; k2= 1,5 для электрода с конической рабочей частью и плоской рабочей поверхностью;
k2 =2 для электрода со сферической рабочей поверхностью.
q3=2 k2  х3∙Сэ·
х3∙Сэ·  ∙
∙  (2.11)
(2.11)
где Сэ – теплоёмкость плотности металла электрода кДж/(кг∙°С);
 - плотность кг/м3[1].
- плотность кг/м3[1].
Зная все составляющие формулы 2.6, вычисляют действующее значение сварочного тока.
Силу сварочного тока можно определить по формуле, предложенной К. А. Кочергиным [1]:
I=(120…170) dT 
 , (2.12)
, (2.12)
где dт-диаметр ядра, см;
ρт-удельное электрическое сопротивление, Ом∙см.
Затем определяются остальные параметры режима точечной сварки.
Минимальная величина нахлёстки:
bн=S2+8, мм . (2.13)
Минимальный шаг точек:
Нтм=14+S2, мм . (2.14)
При постановке ряда точек часть токов протекает через ранее сваренные токи, т. е. Возникает шунтирование тока (рисунок 2.2).
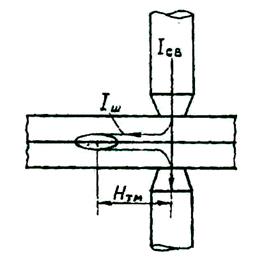
Рисунок 2.2 – Схема шунтирования тока
Значение тока шунтирования Iш вычисляется через соотношение электрических сопротивлений зоны сварки rээ и щунта rш:
где  (кА) (2.15)
(кА) (2.15)
Сопротивление шунта:
rш=Кэ·2·ρ·Нтм/(S·bпр) , (2.16)
где bпр – приведённая с учётом растекания тока ширина шунта, равная:
(dэ+dп)/2; dп=dэ+2∙х2 (2.17)
Кэ  0,4
0,4
Сопротивление rээ вычисляется по формуле:
rээ=  , (2.18)
, (2.18)
где h =0,5·S – средняя величина проплавления детали;
а – коэффициент температуропроводности металла.
После вычисления тока шунтирования определяют суммарный ток I2:
I2=Iсв+Iш. (2.19)
В заключении проводятся расчёты времени предварительного сжатия tсж, времени проковки tпр и времени цикла tц:
tсж=0,08+0,03·S, (2.20)
tпр=0,1+0,04·S. (2.21)
Время паузы зависит от веса, габаритов деталей и выбирается по (таблице 2.3) или экспериментально.
Время цикла определяется как сумма:
tц=tсж+tсв+tпр+tп. (2.22)
Режим работы машины характеризуется соотношением ПВ в %:
ПВ=  % . (2.23)
% . (2.23)
Таблица 2.3 – Время паузы при точечной сварке
| Кантов-ка (мм) | Масса узла (кг) | |||||||||
| 0,5 | ||||||||||
| Время паузы tп (с) | 0,03 | 0,042 | 0,054 | 0,066 | 0,078 | 0,09 | 0,096 | 0,102 | 0,114 | |
| 0,042 | 0,054 | 0,072 | 0,084 | 0,096 | 0,108 | 0,114 | 0,12 | 0,132 | ||
| 0,072 | 0,084 | 0,096 | 0,108 | 0,12 | 0,132 | 0,138 | 0,15 | 0,168 | ||
| 0,108 | 0,120 | 0,144 | 0,102 | 0,18 | 0,198 | 0,21 | 0,222 | 0,246 | ||
| 0,144 | 0,168 | 0,192 | 0,216 | 0,24 | 0,284 | 0,296 | 0,302 | 0,324 |
Все полученные значения расчётных параметров сводятся в таблицу 2.4 и строится циклограмма сварки
Таблица 2.4 – Параметры режима точечной сварки
| Параметры режима | Сила тока, Ка | Усилие на электродах, Кн | Время сварки, сек | Время сжатия, сек | Время Проковки, сек | Диаметр элект- рода, мм | Ток шунтирования, Ка | Минимальный шаг точек, мм |
| Численные значения |