Аргонно-дуговая сварка неплавящимися и плавящимися электродом. Схема, особенности, применение.
При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа. Аргон - бесцветный газ, в 1,38 раза тяжелее воздуха, нерастворим в жидких и твердых металлах. Аргон выпускают высшего и первого сортов, имеющих соответственно чистоту 99,992 и 99,987 %. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
Сварку неплавящимся вольфрамовым электродом (Тпл = 3370 °С) применяют, как правило, при соединении металла толщиной 0,8 ... 6 мм. Неплавящиеся электроды для аргонодуговой сварки изготовляют из стержней вольфрама с добавками оксидов тория, лантана и иттрия в количестве 1 ... 3 % (вольфрам торированный и т.п.). Выпускаются электроды диаметром 0,2 ... 12 мм. Ориентировочно ток выбирают из расчета 100 А на 1 мм диаметра электрода. В качестве присадочного материала и плавящегося электрода применяют стандартную сварочную проволоку из металла, сходного по химическому составу со свариваемым металлом. Сварку неплавящимся электродом ведут на постоянном токе прямой полярности. В этом случае дуга горит устойчиво при напряжении 10 ... 15 В и минимальном токе 10 А. Это обеспечивает возможность сварки малых толщин металла 0,8 ... 1,0 мм. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость горения и снижается стойкость вольфрамового электрода. Для сварки листового металла толщиной 0,2 ... 1,5 мм применяют автоматическую сварку неплавящимся электродом в импульсном режиме.
Сварку плавящимся электродом выполняют автоматическим или механизированным с помощью полуавтоматов. Сваривают металл толщиной 3 мм и более. В соответствии с необходимостью применения высоких плотностей тока (100 А/мм2 и более) для сварки плавящимся электродом используют проволоку малого диаметра (0,6 ... 3 мм) и большую скорость ее подачи. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности.
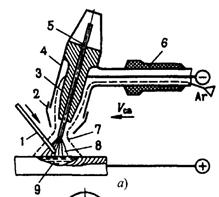

1 - присадочный пруток или проволока; 2 - сопло; 3 - токоподводящий мундштук; 4 - корпус горелки; 5 - неплавящийся вольфрамовый электрод; 6 - рукоять горелки; 7 - атмосфера защитного газа; 8 - сварочная дуга; 9 - ванна расплавленного металла; 10 - кассета с проволокой; 11 - механизм подачи; 12 - плавящийся металлический электрод (сварочная проволока).
Области применения аргонодуговой сварки охватывают широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т.п.). Аргонодуговую сварку применяют для соединения цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоколегированных сталей. Сварку выполняют в любом пространственном положении.