Инструмент для фрезерования.
Фреза – многолезвийный инструмент, у которого по окружности или на торце расположены режущие зубья, представляющие собой простейшие резцы.
Фрезы (рис. 2.2.1) разделяют на цилиндрические и торцовые для обработки плоских поверхностей; дисковые, концевые и угловые для обработки пазов, канавок и шлицев; фасонные для обработки фасонных поверхностей; модульные для нарезания зубьев; червячные для нарезания зубьев цилиндрических и червячных колес.
Зуб 4 цилиндрической фрезы (рис. 2.2.1,а) имеет главную режущую кромку 2; переднюю 1, заднюю 3 и затылочную 5 поверхности. В сечении зуба плоскостью N–N, перпендикулярной главной режущей кромке, можно рассмотреть следующие углы: передний γ, задний α, заострения β резания δ.
Передний угол γ служит для облегчения схода срезаемых элементов стружки и уменьшения их усадки. При обработке стали γ = 10–20°, чугуна γ = 10–15°; для твердых материалов угол принимают меньше, для мягких – больше.
Задний угол α предназначен для уменьшения трения между затылочной поверхностью зуба и поверхностью резания. Для различных фрез угол
α = 12–25°.
Зубья цилиндрических фрез могут быть прямыми или винтовыми под углом ω к оси фрезы (рис. 2.2.1,б). У цилиндрических фрез угол ω = 30 - 40°, у дисковых и торцовых ω= 10 - 25°.
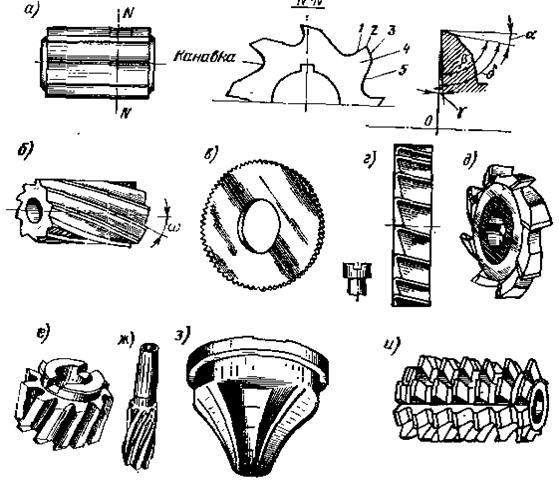
Рис. 2.2.2. Основные типы фрез:
а)— цилиндрическая прямозубая; 6) — цилиндрическая с винтовыми зубьями;
в) — дисковая пазовая; г) — дисковая двусторонняя; д)— дисковая трехсторонняя; е) — торцовая; ж)—концевая; з) — пальцевая модульная; и) — червячная
Фреза с прямыми зубьями врезается в обрабатываемую поверхность сразу по всей длине зуба, что приводит к переменной (толчковой) нагрузке на станок и несколько ухудшает поверхность обработки.
Фрезы с винтовыми зубьями работают более плавно; станок нагружен более равномерно, так как зубья фрезы врезаются в деталь постепенно.
Для обработки мягкой и средней твердости стали при малых скоростях резания фрезы изготовляют из углеродистой инструментальной стали У12А (фрезы малых диаметров), а также из легированных сталей 9ХС, ХВ5 и ХВГ для работы при небольших скоростях резания и малых подачах. Хорошие результаты дает использование быстрорежущей стали Р9 и Р18; при обработке жаропрочных и нержавеющих сталей применяют фрезы из той же стали с присадками кобальта или ванадия.
При черновом фрезеровании сталей применяют пластинки из твердых сплавов марок ВК и ТК; при чистовом – в основном марок ТК. Для черновой и чистовой обработки серого чугуна применяют твердосплавные пластинки марок ВК, а также минералокерамические пластинки марки ЦМ-332. Корпуса фрез изготовляют из сталей 40, 40Х, У8 и др.
Всесоюзным научно-исследовательским инструментальным институтом (ВНИИИ) разработаны фрезы торцовые с твердосплавными не-перетачиваемыми многогранными и круглыми пластинками с механическим креплением. Эти фрезы позволяют применять более износоустойчивые твердые сплавы и изменять установку или заменять пластинки на станке. По сравнению с напаянными фрезы конструкции ВНИИИ позволяют повысить стойкость в 1,5–2 раза, уменьшить время на восстановление фрез, сократить в 2,5–3 раза расход ножей из твердого сплава и несколько снизить машинное время обработки.
Фрезы с наружным диаметром 5–32 мм из твердых сплавов выпускают монолитными, их используют при интенсивных режимах резания.