Ремонтосложность
| Механическая часть (Rм) | Электрическая часть (Rэ) | Гидравлическая часть (Rг) | Устройство ЧПУ |
| Операция технического обслуживания | Узлы (сборочные единицы, блоки) подлежащие техническому обслуживанию | Норма времени на выполнение операций | Количество операций в цикле обслуживания или наибольшая допустимая периодичность обслуживания | Исполнитель (специальность) |
Карту составил _______________________________________
подпись
________________________________________
Фамилия, инициалы
________________________________________
дата
3. Рассчитать диаметр сверла под резьбу М16
Большое значение имеет правильный подбор диаметров отверстия под резьбу. Если диаметр отверстия больше, чем следует, то внутренняя резьба не будет иметь полного профиля – соединение будет непрочное. При диаметре меньше необходимого вход метчика в него затруднителен, это приводит к срыву первых витков резьбы или в худшем случае к заклиниванию и поломке метчика.
В основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М16 (стандартная) 16 минус 2 (стандартный шаг резьбы ) получаем 14 – именно такое
сверло нужно, чтобы нарезать резьбу М16.
В первом столбце нижеследующей таблицы представлены метрические резьбы от М2 до М48. Во втором столбце представлен крупный шаг, применяемый для каждой метрической резьбы. При нарезании резьбы по возможности следует придерживаться именно этих значений шага. В третьей колонке указаны диаметры отверстия (сверла) под метрическую резьбу с крупным шагом. В некоторых исключительных случаях необходимо применение более мелкого шага диаметры отверстий под мелкий шаг представлены в последующих столбцах таблицы.
Dсв = d – Kс P
1. Dсв =16 – 1 х 2 = 14
Таблица отверстий под метрическую резьбу
| Диаметр резьбы | Шаг (стандартный) | Диаметр отверстия (сверла) | Шаг | Отверстие | Шаг | Отверстие |
| М2 | 0,4 | 1,6 | 0,25 | 1,75 | ||
| М3 | 0,5 | 2,5 | 0,35 | 2,65 | ||
| М4 | 0,7 | 3,3 | 0,5 | 3,5 | ||
| М5 | 0,8 | 4,2 | 0,5 | 4,5 | ||
| М6 | 1,0 | 5,0 | 0,75 | 5,2 | 0,5 | 5,5 |
| М7 | 1,0 | 6,0 | 0,75 | 6,2 | 0,5 | 6,5 |
| М8 | 1,25 | 6,7 | 1,0 | 7,0 | 0,75 | 7,2 |
| М9 | 1,25 | 7,7 | 1,0 | 8,0 | 0,75 | 8,2 |
| М10 | 1,5 | 8,5 | 1,25 | 8,7 | 1,0 | 9,0 |
| М11 | 1,5 | 9,5 | 1,0 | 10,0 | 0,75 | 10,2 |
| М12 | 1,75 | 10,2 | 1,5 | 10,5 | 1,25 | 10,7 |
| М14 | 2,0 | 12,0 | 1,5 | 12,5 | 1,25 | 12,6 |
| М16 | 2,0 | 14,0 | 1,5 | 14,5 | 1,0 | 15,0 |
| М18 | 2,5 | 15,4 | 2,0 | 16,0 | 1,5 | 16,5 |
| М20 | 2,5 | 17,4 | 2,0 | 18,0 | 1,5 | 18,5 |
| М22 | 2,5 | 19,4 | 2,0 | 20,0 | 1,5 | 20,5 |
| М24 | 3,0 | 20,9 | 2,0 | 22,0 | 1,5 | 22,5 |
| М27 | 3,0 | 23,9 | 2,0 | 25,0 | 1,5 | 25,5 |
| М30 | 3,5 | 26,4 | 3,0 | 26,9 | 2,0 | 28,0 |
| М33 | 3,5 | 29,4 | 3,0 | 29,9 | 2,0 | 31,0 |
| М36 | 4,0 | 31,9 | 3,0 | 32,9 | 2,0 | 34,0 |
| М39 | 4,0 | 34,9 | 3,0 | 35,9 | 2,0 | 37,0 |
| М42 | 4,5 | 37,4 | 4,0 | 37,9 | 3,0 | 38,9 |
| М45 | 4,5 | 40,4 | 4,0 | 40,9 | 3,0 | 41,9 |
| М48 | 5,0 | 42,8 | 4,0 | 43,9 | 3,0 | 44,9 |
Билет №17
1.Перечислить факторы, влияющие на интенсивность изнашивания.
Если эксплуатация машины производится в соответствии с ее назначением при соблюдении установленных обслуживания и ремонта, то изнашивание рабочих поверхностей проявляется как нормальный, относительно медленный, естественный процесс, протекающий постепенно и сравнительно медленно. Однако нарушение правил технической эксплуатации машины приводит к тому, что ее детали начинают подвергаться повышенному изнашиванию.
Процесс постепенного изменения размеров тела при трении, связанный с отделением с поверхности трения материала и (или) его остаточной деформации, называется изнашиванием.
В зависимости от изнашивания поверхностей и изменений, происходящих в процессе трения в поверхностном слое металла, различают три вида изнашивания: механическое, молекулярно-механическое и коррозионно-механическое.
Механическое изнашивание наиболее распространенное, возникает при истирании поверхностей трущихся деталей машин или при многократном воздействии нагрузок, вызывающих потерю поверхностными слоями металла упругих свойств и приводящих к послойному повреждению.
Механическое изнашивание подразделяется на:
· абразивное – результат режущего или царапающего действия твердых тел и частиц;
· гидроабразивное – результат воздействия твердых тел и частиц, увлекаемых потоком жидкости;
· газоабразивное – результат воздействия твердых тел и частиц, увлекаемых потоком газа;
· эрозионное – результат воздействия на поверхность детали потока жидкости или газа;
· усталостное – результат повторного деформирования микрообъемов материала (например, беговой дорожки подшипника, зубьев шестерни).
Молекулярно-механическое изнашивание происходит в результате одновременного воздействия внешних механических и молекулярных сил.
Разновидностью молекулярно-механического изнашивания является изнашивание на заедании, когда происходит глубинное вырывание материала, перенос его с одной поверхности трения на другую и воздействие возникающих неровностей на сопряженную поверхность деталей.
Изнашивание заеданием появляется в сопряжениях, работающих при недостаточной смазке и значительном удельном давлении, когда две поверхности сближаются настолько плотно, что начинают действовать молекулярные силы, приводящие к схватыванию поверхностей при трении.
Коррозионно-механическое изнашивание возникает при трении деталей, материал которых вступил в химическое воздействие со средой.
Разновидностью коррозионно-механического изнашивания является окислительное изнашивание, возникающее вследствие окисления металла кислородом. В результате на поверхности деталей образуются хрупкие и твердые пленки окислов, периодически разрушающиеся под действием сил трения. После разрушения пленок новые, более глубокие слои металла вступают в реакцию с кислородом. Для предохранения от окисления (коррозии) рабочие поверхности покрывают стойкими против коррозии покрытиями или консистентными смазками.
2.Перечислить, где применяют червячные передачи? В чём их
достоинства и недостатки?
Червячные передачи применяются в тех случаях, когда необходимо передать вращение между двумя валами, перекрещивающимися под углом 90°, и требуется получить большое передаточное число.
Основными деталями червячной передачи являются червяк 1 (рис. 15.5, а), червячное колесо 2 и вал 3. Червячное колесо имеет вогнутые зубья, которые сцепляются с винтовыми зубьями или витками червяка. В обычной червячной передаче червяк имеет цилиндрическую форму. В тяжело нагруженных передачах червяку придается вогнутая форма. Такая червячная передача называется глобоидной.
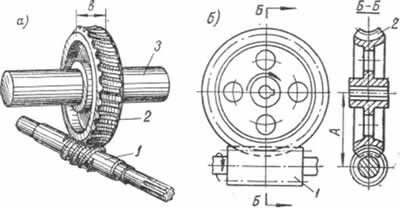
Рис. 15.5. Червячные передачи: