А – прием регулирования зазора; б – виды прямоугольных и косоугольных компенсаторов; в и г – регулирование зазора с помощью клиньев
Перед тем как приступить к сборке направляющих (рис. 16.9), их проверяют на соответствие техническим требованиям. Затем на направляющие устанавливают ползун 1 так, чтобы он мог свободно перемещаться по ним, опираясь на поверхности А и Б, которые направляют ползун в горизонтальной плоскости. В вертикальной плоскости ползун направляют поверхности В и Г. Для исключения опрокидывания ползуна в конструкции предусмотрена планка 2, опирающаяся на поверхности Д и Е. Для обеспечения свободного перемещения необходимо создать зазоры ползуна в сопряжениях по поверхностям В, Г, Д и Е.

Рис. 16.9. Узел с плоскими направляющими:
1 – ползун; 2 – планка; 3, 4 – нерегулируемая и регулируемая прокладки соответственно; 5, 7 – винты; 6 – клин; А, Б, В, Г, Д, Е – поверхности направляющих
Зазоры должны быть небольшими во избежание опрокидывания ползуна то в одну, то в другую стороны при его движении по направляющим. Заданную точность зазоров выдерживают, если отклонение от параллельности поверхностей А и Д или Б и Е составляет не более 0,02 мм на 1000 мм длины направляющих. Такая высокая точность может быть достигнута при обработке направляющих шлифованием, тонким строганием, фрезерованием, притиркой или шабрением. Шабрение плоских направляющих осуществляют в такой последовательности: сначала обрабатывают поверхности А и Б, затем – Д и Е, а после них – В и Г. Качество шабрения определяют по пятнам контакта при контроле на краску с помощью поверочной плиты.
Заданный зазор получают также установкой прокладок 3 (рис. 14.9, узел I, вариант 1). В таких случаях удобнее использовать регулируемую прокладку 4 (рис. 14.9, узел I, вариант 2). Ее прижимают до отказа с помощью винта 5, затем в зависимости от шага резьбы и требуемого зазора винт отпускают на 1/2–2/3 оборота и стопорят контргайкой.
Для регулирования зазоров по плоскостям В и Г сопряжения применяют клин 6 (рис. 14.9, узел II), предварительно пришабренный по направляющим и стенке ползуна. Винтом 7 регулируют величину этого зазора
Билет №12
1. Перечислить приспособления, используемые при разборке и сборке машин и её узлов.
Сборочные приспособления. На сборку машины приходится 10–60 % общей трудоемкости ее изготовления. В большинстве своем сборочные работы требуют значительной затраты физических сил слесарей-сборщиков. Поэтому повышение производительности при выполнении слесарно-сборочных работ и облегчение труда сборщиков являются важнейшими задачами, которые необходимо решать при разработке технологии сборки машины.
В состав технологического оснащения рабочего места слесаря-сборщика входит комплект различных приспособлений и вспомогательных устройств.
По характеру применения все сборочные приспособления можно разделить на универсальные и специальные.
Как правило, универсальные сборочные приспособления применяются при единичном и мелкосерийном производствах.
Специальные приспособления при этом виде производства применяются редко, в основном же они используются в серийном и массовом производствах, где масштабы производства одинаковых машин (изделий) велики и расходы на их конструирование и изготовление окупаются.
Универсальные приспособления находят широкое применение при выполнении слесарно-сборочных работ. Они подразделяются на зажимные и установочные приспособления.
К зажимным сборочным приспособлениям относятся тиски и струбцины.
Тиски – наиболее распространенное зажимное приспособление для слесарно-сборочных работ. Применяют тиски стуловые, параллельные и ручные (рис. 25.1).
Стуловые тиски служат для выполнения тяжелых работ (таких как рубка, гибка, клепка и др.) (рис. 25.1, а). Детали стуловых тисков отковывают из конструкционной углеродистой стали. На рабочие части губок наваривается накладка из инструментальной углеродистой стали марок У7, У8 или на винтах укрепляются специальные пластины (накладные губки). Стуловые тиски отличаются простотой конструкции и высокой прочностью.
Параллельные тиски разделяются на поворотные и неповоротные (рис. 25.1, б). В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски получили название параллельных. При выполнении слесарно-сборочных работ широкое распространение имеют параллельные поворотные тиски. Они состоят из плиты-основания 1 (рис. 25.1, б) и поворотной части 2, подвижной 3 и неподвижной 4 губок. Параллельность перемещения подвижной губки обеспечивается направляющей призмой 5 и осуществляется с помощью ходового винта 6 и гайки 7.
По круговому Т-образному пазу 8 перемещается болт 11 с гайкой 10. С помощью рукоятки 12 можно прижать поворотную часть 2 к плите-основанию тисков под определенным углом. При освобождении болта 11 поворотную часть можно поворачивать вокруг оси 9 для установки на требуемый угол.
Губки параллельных тисков отливают из серого чугуна; ходовой винт, болты и другие детали делают из конструкционной углеродистой стали. Для продления срока службы губок и увеличения прочности зажима деталей (заготовок) в процессе работы рабочие части (накладные губки) изготовляют из инструментальной стали марки У8 с крестообразной насечкой; после закалки их прикрепляют к основным губкам винтами.
Тиски на крышке верстака укрепляются болтами через отверстия лапок плиты-основания 1 (рис. 25.1, б).
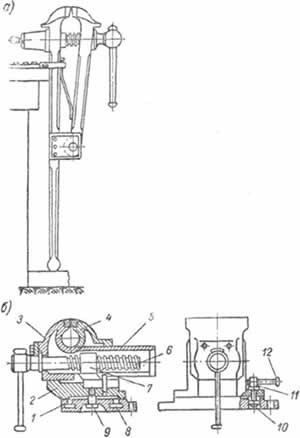
Рис. 25.1. Тиски: а – стуловые, б – параллельные поворотные
В целях повышения производительности труда и снижения утомляемости рабочего обычные винтовые тиски в ряде случаев заменяются пневматическими.
Ручные тиски (их часто называют тисочками) применяются при сверлении, пригонке, склепывании (и т. п.) мелких деталей, которые неудобно или опасно держать в руках. По своему устройству они напоминают стуловые тиски, только без приспособления для крепления к верстаку. Ручные тиски изготовляют двух типов: тиски с пружиной и шарнирным соединением с шириной губок 36, 40 и 45 мм и для мелких работ с шириной губок 6, 10 и 15 мм.
В ряде случаев форма детали не дает возможности зажать ее в нужном положении, как, например, в случае, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки, в которых захватывают деталь и зажимают в губки параллельных тисков.
Ручные тиски изготовляют из качественной конструкционной углеродистой стали марки 45–50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60–70.
Струбцины применяются в том случае, когда в процессе сборки необходимо временно закрепить собираемые детали или узлы. Кроме того, их часто применяют при выполнении различных слесарных работ или при сварке, когда необходимо закрепить детали на время сварки.
Наиболее распространенными являются обычные струбцины с винтовым зажимом (рис. 25.2, а, б). Новаторами производства предложено несколько различных конструкций специальных быстродействующих струбцин с винтовым зажимом, применение которых позволяет значительно сократить затраты вспомогательного времени. Струбцина первого типа (рис. 25.2, в) состоит из направляющей линейки 5, жестко скрепленной с основанием 4, и подвижной губки 2 с зажимным винтом 1. При сжатии собираемых деталей подвижная губка заклинивается на линейке и удерживается в рабочем положении силой трения. В свободном состоянии подвижная часть струбцины легко перемещается по линейке 3.
return false">ссылка скрытаСтрубцина второго типа (рис. 25.2, г) состоит из скобы 5, подвижной рейки 3 с винтом 2, рукоятки 1 и фиксирующей собачки 4.

Рис. 25.2. Струбцины
Для увеличения размера Н рейка с винтом перемещаются после расцепления собачки 4 с рейкой, а для уменьшения этого размера – без расцепления ее с собачкой; в этом случае собачка будет проскальзывать по зубьям рейки. Для зажатия деталей, имеющих постоянные размеры, целесообразно применять струбцины с эксцентриковым зажимом.
Следует отметить, что при выполнении слесарно-сборочных работ наиболее производительными считаются струбцины и клещи пневматического действия.
Для снятия с валов посаженных с натягом шкивов, звездочек, зубчатых колес, подшипников и других аналогичных деталей следует пользоваться приспособлениями: двух- и трехзахватными съемниками различных типоразмеров (рис. 20.1, а); винтовыми, рычажно-реечными и гидравлическими прессами (рис. 20.1, б); винтовыми приспособлениями различных конструкций (рис. 20.1, в, г); гидравлическими съемниками (рис. 20.1, д), где плунжерный насос 3 нагнетает масло в цилиндр 2 для перемещения поршня 1, производящего выпрессовку детали. В зависимости от назначения приспособления могут быть специальными, предназначенными для снятия какой-либо определенной детали, и универсальными, позволяющими снимать различные детали.

Рис. 20.1. Съемные приспособления