А – общий вид червячной пары; б – схема передачи
Червячные колеса изготовляют цельными и составными. Венцы составных червячных колес отливают из чугуна (для тихоходных передач) и фосфористой бронзы (для быстроходных передач). Червяк-винт имеет специальную, обычно трапецеидальную резьбу. При небольших диаметрах червяка его резьбу нарезают на валу, а при больших диаметрах – на втулке, которую насаживают на вал. Червяки закрепляют на ведущем валу, а червячные колеса – на ведомом.
Червячные передачи в современном машиностроении имеют широкое распространение. Наибольшее применение червячные передачи нашли в металлорежущих станках, автомобилях, тракторах и т. д. Большое достоинство червячных передач заключается также в плавности и бесшумности их работы.
Недостатком червячных передач является низкий коэффициент полезного действия.
Сборка червячных передач начинается со сборки червячного колеса. Венец напрессовывают на ступицу под прессом в холодном или предварительно нагретом (до 120–150 °C) состоянии. Затем засверливают отверстия, нарезают резьбу под стопоры и ввертывают стопоры с последующим их раскерниванием. После этого червячное зубчатое колесо проверяют на биение. Установка червячных зубчатых колес на валах и проверка их производятся так же, как и при сборке обычных цилиндрических зубчатых колес.
Существенным при сборке червячных передач является обеспечение правильного зацепления червяка с зубьями колеса. Для этого необходимо, чтобы угол скрещивания осей червяка и зубчатого колеса и межцентровое расстояние А (рис. 15.5, б) соответствовали чертежу, средняя плоскость совпадала с осью червяка, а боковой зазор в зацеплении соответствовал техническим требованиям. Перед установкой червяка и колеса часто необходимо проверить положение осей отверстий в корпусе.
3. Осуществить сборку кулисного механизма.
Кулисный механизм является разновидностью кривошипно-шатунного механизма. Он применяется в тех случаях, когда нужно преобразовать вращательное движение в возвратно-поступательное, например, в поперечно-строгальных, долбежных станках и других машинах. Кулисы могут быть качающиеся (в строгальных станках) и вращающиеся (в долбежных станках).
Основной деталью кулисного механизма является кулиса 1 (рис. 16.5), сидящая на оси 12 и качающаяся относительно нее. Сзади кулисы насажен кривошипный диск 4, имеющий радиальный паз, в котором может перемещаться палец кривошипа 2 при помощи винта 3, приводимого в движение валиком 5 через конические зубчатые колеса 13 и 14. Диск 4 своим хвостовиком сидит в стенке станины 9 и приводится во вращение зубчатым колесом 10 от привода станка.

Рис. 16.5. Механизм качающейся кулисы поперечно-строгального станка
На пальце 2 насажен камень (сухарь) 15, который входит в продольный паз кулисы. При вращении кривошипного диска камень заставляет кулису качаться около своей оси, а сам перемещается вдоль паза кулисы. Верхний палец кулисы свободно соединяется с ползуном станка и заставляет его двигаться возвратно-поступательно по горизонтальным направляющим. Преимуществом кулисного механизма является большая скорость обратного хода ползуна. Это особенно важно в станках, где обратный ход является холостым. Но, с другой стороны, кулисный механизм может передавать значительно меньшие усилия, чем кривошипно-шатунный.
Детали кулисного механизма, т. е. кулису, кривошипный диск и камень, делают из чугунного литья. Пальцы, валики, оси, зубчатые колеса изготовляют из стали. Кривошипный диск одновременно выполняет роль маховика.
Сборку кулисного механизма обычно начинают с соединения кривошипного диска 4 с вкладышем 6, через который пропускают валик 5 (рис. 16.5). На конец валика на шпонке устанавливают коническое зубчатое колесо 14. Винт 3 ввинчивают в отверстие пальца кривошипа 2, а на другом конце винта, где нет резьбы, в шпоночное гнездо устанавливают шпонку. Затем коническое зубчатое колесо 13 сцепляют с зубчатым колесом 14 и монтируют в отверстие уступа. Когда палец 2 войдет в паз кривошипного диска, винт 3 закрепляют гайкой. После этого весь собранный узел хвостовиком диска 4 вставляют в отверстие станины 9. Затем на ось кулисы 12 надевают втулку 11, а на нее устанавливают кулису 1. Далее на ось 12 на шпонке устанавливают зубчатое колесо 10. В продольный паз кулисы вводят камень 15 и весь собранный узел соединяют с кривошипным диском. При этом ось 12 должна войти в соответствующее отверстие станины, а головка кулисы – в паз ползуна. После этого палец 2 вводят в отверстие камня 15 и закрепляют винтом. На конец хвостовика кривошипного диска надевают эксцентрик механизма подачи 7, на резьбу валика 5 навинчивают стопорную гайку 8 (рис. 16.5).
Далее регулируют механизм изменения длины хода ползуна. Эта регулировка осуществляется за счет изменения радиуса R кривошипного пальца (эксцентриситета). При вращении валика 5 рукояткой, надеваемой на его квадратный конец, через конические зубчатые колеса 13 и 14 винт 3 перемещает палец 2 вдоль кривошипного диска и изменяет эксцентриситет. Наибольшая длина хода будет при наибольшем эксцентриситете.
В правильно собранном и установленном станке направляющие кулисы должны находиться в плоскости, перпендикулярной оси 12. Эта ось должна занимать горизонтальное положение, а направляющие кулисы – лежать в вертикальной плоскости. Их перпендикулярность проверяют рамным уровнем. Кроме того, индикатором проверяют перпендикулярность торца кривошипного диска 4 к оси 12.
Билет №11
1. Рассказать чем отличается узловой и поузловой методы ремонта?
Узловой метод ремонта заключается в том, что требующие ремонта сборочные единицы (узлы) оборудования снимают с машины и заменяют запасными (новыми или отремонтированными). Данный метод наиболее эффективен на предприятиях со значительным количеством однотипного оборудования, а также в условиях поточно-массового производства.
Метод имеет следующие преимущества:
резко сокращаются простои оборудования в ремонте, время которого в этом случае затрачивается на снятие узла с машины и установку запасного, что позволяет сохранить режим производственного цикла; появляется возможность централизованного ремонта узлов на специализированных рабочих местах, оснащенных необходимыми (в том числе специальными) инструментами и приспособлениями; возрастает экономическая целесообразность механизации ремонтных работ; полнее используются мощности ремонтно-механического цеха; возникает возможность специализации рабочих по выполнению определенных работ; повышается качество ремонта и снижается его себестоимость.
Порядок выполнения работ при узловом методе ремонта следующий:
1) техническая диагностика всех узлов машины с целью выявления неисправностей;
2) демонтаж узлов, требующих ремонта;
3) получение со склада и установка запасного узла;
4) испытание установленных узлов, а также механизмов, в состав которых они входят;
5) транспортирование снятого узла в ремонтный цех (завод);
6) разборка, очистка и дефектация деталей узла;
7) получение со склада необходимых запасных деталей и материалов;
8) восстановление изношенных деталей;
9) сборка ремонтируемого узла;
10) обкатка и испытание отремонтированного узла;
11) нанесение антикоррозионных и консервирующих покрытий;
12) сдача узла на склад.
Поузловой (последовательно-узловой) метод заключается в том, что все сборочные единицы (узлы) машины последовательно, с интервалами по времени, подвергают ремонту. Он используется в основном при капитальном ремонте наиболее загруженного оборудования, значительный простой которого по условиям производства недопустим. Применяется для подъемно-транспортных машин, обслуживающих весь цех, а также для оборудования, узловой метод ремонта которого экономически нецелесообразен вследствие потребности в дорогостоящих запасных узлах.
В ряде случаев экономически обосновано сочетание узлового и поузлового ремонтов оборудования.
2. Перечислить технические требования к направляющим скольжения, качения,
гидростатическим направляющим.
В последние годы все более широкое применение в металлорежущих станках находят направляющие качения (рис. 16.7, б). При качении шариков или роликов по замкнутым направляющим возникает трение качения, сила которого примерно в 20 раз ниже силы трения скольжения, в связи с чем их износ значительно меньше по сравнению с износом направляющих скольжения. Кроме того, обеспечивается более плавное движение, так как отсутствует эффект прилипания, характерный для направляющих скольжения.
Гидростатические направляющие (рис. 16.7, в) применяют в случаях, когда необходима очень высокая точность перемещения подвижных узлов, например в прецизионных станках и станках с программным управлением.
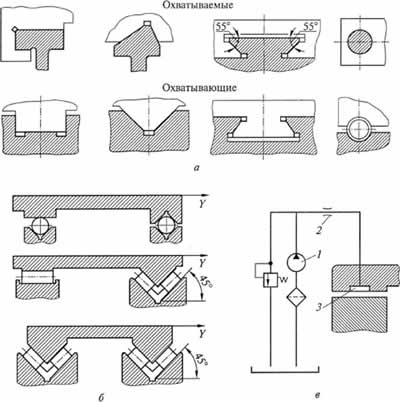
Рис. 16.7. Направляющие скольжения (а), качения (б) и схема гидростатических незамкнутых направляющих (в): 1 – насос; 2 – дроссель; 3 – канал
Благодаря наличию между сопрягаемыми деталями масляного слоя толщиной в несколько микрометров они работают почти без трения, в связи с чем КПД практически равен 1.
Подвижный узел перемещается как бы на масляной подушке, которая создается за счет подачи масла под давлением от насоса 1 в зазор между подвижным и неподвижным узлами через дроссель 2 и канал 3, выполненный в неподвижном узле.
Применение гидростатических направляющих ограничено их высокой стоимостью.
Для обеспечения нормальной работы механизма с поступательно движущимися частями необходимо соблюдение следующих технических требований к направляющим:
· они должны быть прямолинейными и без задиров на поверхности;
· на направляющих должны иметься смазочные канавки, содержащиеся в нормальном состоянии;
· отклонения направляющих от прямолинейности должно составлять 0,01–0,05 мм на 1000 мм их длины, от параллельности – 0,01–0,05 мм, от перпендикулярности – 0,01–0,02 мм;
· шероховатость поверхности направляющих после их окончательной обработки должна составлять: для направляющих общего назначения Ra = 1,25–0,63 мкм; для направляющих прецизионного оборудования Ra = 0,04 мкм.
3. Осуществить установку и пригонку накладных направляющих.
Направляющие могут быть выполнены за одно целое со станиной или накладными (съемными). Накладные направляющие изготовляют отдельно от станины в виде пластин из стали или из высококачественного чугуна с последующей термообработкой. Длинные пластины делают составными из отдельных пластин, короткие – из целого куска и крепят их к предварительно обработанным местам. После установки на станину направляющие пластины окончательно отделывают: шлифуют, шабрят, или притирают.
Пригонка направляющих и сопряженных с ними подвижных частей с требуемой точностью – операция трудоемкая. Поэтому для облегчения пригонки и регулирования зазора между трущимися поверхностями как при сборке машины, так и во время ее работы узлы с поступательно-движущимися деталями должны иметь регулирующие устройства – компенсаторы.
Компенсаторы бывают прямоугольные или косоугольные с уклоном от 1: 40 до 1: 100 (рис. 16.8, б). Планки 1 для регулирования зазора (рис. 16.8, а) и клинья 3 перемещаются в продольном направлении и закрепляются на установленном месте с помощью винтов 2. Регулирующую планку пли клин (рис. 16.8, в, г), как правило, нужно ставить с незагруженной стороны подвижной детали.

Рис. 16.8. Регулирующие устройства (компенсаторы):