А – эксцентриковый механизм; б – подшипник эксцентриковой тяги
Сборка эксцентрикового механизма включает в себя сборку эксцентрика на валу, сборку бугеля, установку эксцентриковой тяги и сборку подшипника.
Эксцентрики бывают цельными, устанавливаемыми на конце вала, и разъемными (рис. 16.4, а). Монтаж эксцентрика на валу начинают с пригонки шпонки. Шпонка обычно призматическая. У собранного на валу эксцентрика контролируют торцовое биение, которое допускается не более 0,05–0,07 мм на 100 мм диаметра эксцентрика.
Бугель 2 начинают собирать на эксцентрике после шабрения баббитового слоя. Эта операция не отличается от пригонки подшипников качения.
Следующая операция – сборка эксцентриковой тяги 4 (рис. 16.4, а).
Далее собирают подшипник 5 (рис. 16.4, а, б) эксцентриковой тяги. Затем бугель вместе с тягой окончательно собирают на эксцентрике и, проворачивая вал, контролируют механизм на плавность хода.
Билет № 8
1. Назвать преимущества шлицевых соединений, перед шпоночными.
В современных отраслях машиностроительного производства (станкостроении, автотракторном производстве, сельскохозяйственном машиностроении и др.) вместо шпоночных широко применяютсяшлицевые соединения, образуемые продольными выступами на валу и соответствующими впадинами в ступице.
Широкое применение таких соединений оправдывается рядом их преимуществ по сравнению со шпоночными:
· шлицевые соединения дают хорошее центрирование и минимизируют проворачивание, которое происходит у врезных шпонок из-за разработки ими паза, что особенно вредно сказывается в машинах, работающих с большими скоростями;
· при шлицевых соединениях увеличиваются поверхности соприкосновения вала с соединяемой деталью, что способствует уменьшению давления на их поверхности;
· при переменных нагрузках прочность у шлицевых валов выше, чем у валов со шпоночными соединениями.
Шлицевые соединения бывают подвижными, когда охватывающие детали могут перемещаться вдоль вала, инеподвижными (жесткими), когда охватывающие детали плотно закреплены на валу.
По форме профиля шлицевые соединения разделяются на прямобочные, эвольвентные, трапецеидальные и треугольные.
Наибольшее распространение имеют прямобочные и эвольвентные шлицевые соединения.
Прямобочные шлицевые соединения. В зависимости от способа центрирования охватывающей детали (втулки) в шлицевых соединениях (рис. 13.6) различают ряд случаев:
· когда точность центрирования не имеет существенного значения и в то же время необходимо обеспечить достаточную прочность соединения; необходимо осуществить центрирование по боковым сторонам зубьев (например, карданное сочленение в автомобилях) (рис. 13.7, а);
· когда в механизмах (станках, автомобилях и др.) требуется осуществить кинематическую точность, применяется центрирование по одной из поверхностей зубьев (наружной или внутренней); центрирование по поверхности выступов зубьев, как более экономичное (рис. 13.7, б), используется для термически необработанных отверстий или же в том случае, если твердость отверстия допускает калибровку протяжкой после термической обработки; если твердость отверстия не позволяет производить такую калибровку, то применяется центрирование по поверхности впадин зубьев (рис. 13.7, б). При центрировании по поверхности выступов на углах зубьев вала, а также при центрировании по поверхности впадин зубьев в углах впадин отверстия делаются фаски, или скругления (рис. 13.7, г).

Рис. 13.7. Способы центрирования шлицевых соединений: I – прямобочных: а – по боковым сторонам зубьев; б – по окружности выступов зубьев; в – по окружности впадин зубьев; г – фаски и скругления зубьев; II – эвольвентных: д – по боковым сторонам зубьев; е – по окружности зубьев
Эвольвентные шлицевые соединения. По сравнению с прямобочными эвольвентные шлицевые соединения имеют следующие преимущества (рис. 13.7, д, е): более совершенную технологию изготовления шлицевого вала благодаря нарезанию шлицов червячной фрезой; возможность применения шевингования (это способ точной обработки многорезцовым инструментом – шевером), шлифования зуба по методу обкатки (и др.) при обработке шлицевых валов; повышенную прочность; лучшее центрирование сопрягаемых элементов; самоустановление шлицевых втулок на валу под нагрузкой.
Центрирование эвольвентных шлицевых соединения производят, как правило, по боковым сторонам зубьев (рис. 13.7, д). В тех случаях, когда необходима особо высокая точность вращения деталей, посаженных на шлицевой вал, применяют центрирование по наружному диаметру (рис. 13.7, е).
Треугольное шлицевое соединение, используемое для передачи небольших крутящих моментов, центрируют только по боковым поверхностям шлицов.
Перед сборкой шлицевых соединений необходимо тщательно осмотреть собираемые детали. На поверхности шлицов не должно быть забоин, заусенцев, острых краев, и должны быть обязательно сняты фаски на торцах вала и ступицы. Это требуется для того, чтобы не произошло заедания соединения во время сборки. Собираемые поверхности должны быть смазаны.
Подвижные шлицевые соединения обычно имеют скользящую, ходовую или легкоходовую посадки и собираются вручную. Неподвижные соединения имеют глухую, тугую и плотную посадки и собираются напрессовыванием охватывающей детали на вал с помощью специальных приспособлений или же с подогревом охватывающей детали перед напрессовкой до 80–120 °C.
Сборку неподвижных шлицевых соединений запрещается производить ударами молотка, так как при этом может получиться перекос насаживаемой детали и даже задиры на шлицах.
Неподвижные (жесткие) шлицевые соединения после сборки должны подвергаться проверке на биение, а подвижные шлицевые соединения проверяются на качку. Эта проверка выполняется вручную покачиванием насажанной детали относительно вала; при этом не должно ощущаться никакого качания. При сборке ответственных шлицевых соединений дополнительно проверяют прилегание сопрягаемых поверхностей на краску. В подвижных соединениях усилие перемещения деталей относительно друг друга должно быть равномерным по всей длине; местные перекосы и заклинивание шлицов не допускаются
2. Перечислить различия между валами и осями.
Внешне они схожи, но предназначение у них разное:
-вал передаёт вращательное движение от источника к механизму потребления этой энергии и поддерживает вращающиеся детали.
-ось служит для вращения на ней подшипника либо сама вращается в двух подшипниках и передавая механическую энергию с насаженного на ней зубчатого механизма и служа опорой ему.
3. Осуществить процесс сборки храпового механизма.
Для автоматической подачи заготовки в процессе обработки или режущего инструмента в продольно- и поперечно-строгальных станках применяют храповой механизм.
На рис. 16.6, а показан храповой механизм автоматической подачи стола поперечно-строгального станка. Кривошипный диск подачи 3 надет на ведущий вал 1, который должен делать одинаковое число оборотов с кривошипным диском, приводящим в движение кулису станка. Это необходимо потому, что подача стола должна осуществляться один раз за двойной ход ползуна, т. е. во время его обратного хода. Кривошипный диск подачи имеет радиальный Т-образный паз, в котором при помощи гайки закрепляют палец кривошипа 2. Его можно вручную перемещать вдоль паза, изменяя таким образом радиус кривошипа. Шатун 4 одним концом шарнирно соединен с пальцем 2, а другим – с рычагом 7. Этот рычаг свободно сидит на валу 5, на котором на штоке установлено храповое колесо 6. На рычаге 7 находится собачка 8, которая при помощи пружины прижимается к храповику так, что ее конец входит в одну из впадин храповика.
return false">ссылка скрыта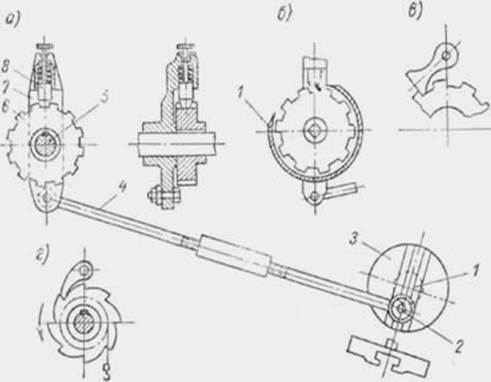
Рис. 16.6. Храповые механизмы: