Закругление зубьев зубчатых колес
У зубчатых колес, предназначенных для коробок передач и др. зубчатых колес, переключающихся на ходу, для облегчения включения производится закругление торца зубьев на специальных зубозакругляющих станках при помощи пальцевых фрез методом копирования (рис. 11). В процессе работы пальцевая фреза вращается и одновременно перемещается по дуге с возвратно-поступательным движением, огибая кромку зуба обрабатываемого колеса, которая периодически отводится в осевом направлении, поворачивается вокруг оси на один зуб и подводится к фрезе. Время обработки каждого торца зуба 1—3 сек. Большая производительность достигается при закруглении зубьев пустотелой фрезой, показанной на рис. 11, б.
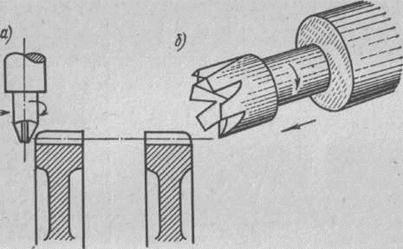
Рис. 11 Закругление зубьев цилиндрических зубчатых колес.
а — пальцевой фрезой; б — пустотелой фрезой
Основное время закругления торцов зубьев пальцевой и пустотелой фрезой определяется по формуле:

t — время на обработку одного зуба в сек; т — время поворота зубчатого колеса на один зуб, подвод и отвод ее в исходное положение в сек;  число зубьев зубчатого колеса.
число зубьев зубчатого колеса.