Быстрорежущая инструментальная сталь PI8
Основным требованием, предъявляемым к стали для режущего инструмента, является сохранение режущей кромки в течение длительного времени. Чтобы эта полоска металла была устойчивой против истирания, она должна иметь высокую твердость, как правило, выше 60HRC.
На отделение стружки от обрабатываемой детали при резании затрачивается определенная механическая работа, которая в процессе резания превращается в тепло. Это тепло нагревает кромки режущего инструмента свыше 600 °С и может приводить к снижению их твердости и быстрому затуплению.
В отличие от других инструментальных сталей быстрорежущие стали обладают высокой красностойкостью, то есть способностью сохранять мартенситную структуру и, соответственно, высокую твердость, прочность и износостойкость, и, следовательно, высокие режущие свойства, при повышенных температурах (до 600 - 620 °С). Применение их позволяет значительно повышать скорость резания (в 2 - 4 раза) и стойкость инструментов (в 10 - 30 раз) по сравнению со сталями, не обладающими красностойкостью. Так, твердость закаленной углеродистой стали начинает быстро падать после нагрева до 200 °С (вследствие распада мартенсита).
Высокая красностойкость быстрорежущих сталей обеспечивается введением большого количества вольфрама совместно с другими карбидообразующими элементами (Mo, V), а также кобальтом.
Быстрорежущие стали обозначаются буквой Р, цифра, после которой указывает содержание вольфрама – основного легирующего элемента в процентах (ГОСТ 19265-73).
Химический состав наиболее распространенной стали P18:
0,7 - 0,8 %С; 3,8 - 4,4 % Сг; 17,0 - 18,5 % W, ≤1,0 % Мо; 1,0 - 1,4 % V.
Из-за высокого содержания карбидообразующих элементов быстрорежущие стали, содержащие 0,7 - 0,8 %С по структуре после отжига быстрорежущие стали относятся к ледебуритному классу. В литом виде имеют хрупкую ледебуритную эвтектику. Ее устраняют путем измельчения первичных карбидов горячей деформацией (ковкой), что возможно, так как в ледебурите литой быстрорежущей стали углерода значительно меньше, чем в чугунах.
Для снижения твердости (до 2070 - 2550 НВ) деформированную сталь перед механической обработкой подвергают изотермическому отжигу. Структура отожженных сталей состоит из сорбитообразного перлита, вторичных и более крупных первичных карбидов (рис. 4.7). Общее количество карбидов в стали составляет примерно 28 %. Основным карбидом в стали PI8 является сложный карбид вольфрама переменного состава Fe3W3C (М6С) который растворяет в себе часть ванадия и хрома. В карбидах находится 80 - 95 %вольфрама и ванадия и около половины хрома. Остальная часть легирующих элементов растворена в феррите.
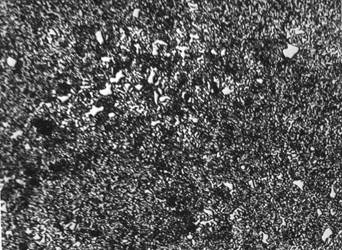
Рис.4.7. Микроструктура быстрорежущей стали (ковано-отожженная)
Высокие режущие свойства инструмент из быстрорежущей стали приобретает после закалки и трехкратного отпуска (рис. 4.8). Из-за низкой теплопроводности быстрорежущие стали при закалке нагревают медленно с прогревами при 450 °С и 850 °С. Особенность закалки быстрорежущих сталей – высокая температура нагрева, которая необходима для обеспечения красностойкости за счет получения после закалки высоколегированного мартенсита в результате перехода в аустенит максимального количества вторичных специальных карбидов. Высокая температура закалки (около 1300 °С) не вызывает перегрева – роста зерна из-за его торможения включениями первичных карбидов, не растворяющимися в аустените, и высокой скорости нагрева в расплаве солей в соляных ваннах, дополнительно уменьшающего окисление и обезуглероживание.

Рис.4.8. Схема термической обработки быстрорежущей стали
( без обработки холодом)
После закалки сталь не обладает максимальной твердостью (не выше 60 НRС), так как в структуре, кроме мартенсита и первичных карбидов содержится 30 - 40 %остаточного аустенита, присутствие которого вызвано снижением точки Мк ниже 0 оС из-за высокого содержания растворенных в нем легирующих элементов и углерода (рис.4.9).

Рис.4.9. Микроструктура стали PI8 после закалки (нетравящийся высоколегированный мартенсит, первичные карбиды и остаточный аустенит)
Чтобы полностью превратить снижающий режущие свойства инструмента остаточный аустенит в мартенсит, после закалки проводится отпуск при температуре 560 °С. В процессе выдержки при отпуске (1 час) из мартенсита и остаточного аустенита выделяются дисперсные вторичные карбиды М6С. Этот процесс протекает наиболее интенсивно при 560 °С в течение первого часа, а затем замедляется. У аустенита, обедненного углеродом и легирующими элементами, повышаются точки Мн и при охлаждении ниже Мн происходит мартенситное превращение. Однократный отпуск не обеспечивает превращения всего остаточного аустенита. Применяют трехкратный отпуск с выдержкой 1 час и охлаждением на воздухе. Применение после закалки обработки холодом сокращает цикл термической обработки (рис. 4.10).
После окончательной термической обработки быстрорежущая сталь имеет структуру, состоящую из мартенсита отпуска и карбидов (рис. 4.11) и твердость HRC 64 - 65.
В результате сложной термической обработки быстрорежущая сталь приобретает высокую твердость и красностойкость.

Рис.4.10. Схема термической обработки быстрорежущей стали(с обработкой холодом)

Рис. 4.11. Микроструктура быстрорежущей стали PI8 после закалки и отпуска