Стандартные резьбы
Для крепежных деталей применяют резьбу треугольного профиля с углом при вершине 60° или 55° однозаходную, имеющую небольшой угол подъема винтовой линии.
На деталях с резьбой такого типа лучше удерживается гайка от самопроизвольного отвинчивания при толчках и сотрясениях работающей машины (свойство самоторможения).
Треугольные крепежные резьбы бывают метрические и дюймовые.
На трубах, деталях трубных соединений – гайках, тройниках, крестовинах, отводах, нарезают трубную цилиндрическую, имеющую также исходный треугольный профиль с углом при вершины 55°. В отличии от дюймовой резьбы эта резьба имеет более мелкий шаг и тем самым меньшую высоту профиля резьбы, что позволяет применять ее на тонкостенных деталях.
Резьбы ходовые используют на ходовых винтах металлорежущих станков, прессов и многих других механизмов. Ходовые винты должны обеспечивать гайке возвратно–поступательное движение. Для этой цели применяют резьбы с большим углом подъема винтовой линии. Таким свойством обладают многозаходные резьбы (двух– и трехзаходные) трапецеидального профиля.
На винтах домкратов и прессов часто нарезают одноходовую резьбу квадратного профиля. Одноходовые прямоугольные резьбы в наибольшей степени обладают свойством самоторможения. Поднятый домкратом груз под влиянием сил трения на винтах такой резьбы не может самопроизвольно опуститься, если, например, перестают вращать и отпускают подъемную рукоятку.
У трапецеидальной резьбы зазор может быть устранен применением разрезных гаек. Резьбы упорные применяют обычно для восприятия больших усилий, действующих в одном направлении (прессы и др.).
Ходовые резьбы применяют также для винтов, испытывающих в работе ударную нагрузку (рывки). Такого типа резьбы применяют, например, в винтах вагонных винтовых стяжках. Резьбы прямоугольного профиля не стандартизированы, и их изготовление производится по чертежам ведомственных нормалей.
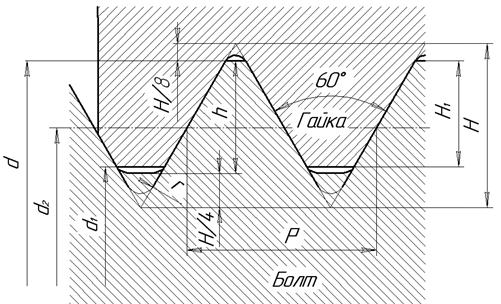
Рис. 1.6 Профиль метрической резьбы
Резьбы, на которые введены стандарты, показаны на рис. 1.7.
 |  | ||||||||||||||||||||||
 |  | | |||||||||||||||||||||
 |  |  | |||||||||||||||||||||
 | |  |  | ||||||||||||||||||||
















Рис. 1.7 – Стандартные резьбы
Таблица 1.1