Автоматическое проектирование технологических процессов
Лекция 15 Стр. 2 из 3
По мере эксплуатации системы ТехноПро в ее базах накапливается большое количество технологических процессов. При изготовлении различных деталей структура части операций, переходов и ТП в целом повторяется. Поэтому можно создать базу автоматического проектирования технологических процессов. Для этого необходимо сгруппировать детали по сходству технологий их изготовления.
Следует отметить, что в системе ТехноПро реализуется метод анализа при автоматическом проектировании ТП, основанный на групповых технологических процессах. В ТехноПро в группу объединяются как можно больше деталей. По мере расширения группы возрастает гарантия того, что технология изготовления новых деталей, поступивших в производство, будет автоматически спроектирована ТехноПро. Для каждой группы создается общий технологический процесс (ОТП), содержащий весь перечень операций изготовления всех деталей группы. Для наполнения ОТП используются технологические процессы, уже освоенные в производстве.
Создание ОТП производится в следующей последовательности: один из технологических процессов группы принимается за базовый и вводится в виде ОТП в диалоговом режиме (можно скопировать один из КТП), затем в него добавляются недостающие операции и переходы из других ТП (КТП). При добавлении выявляются признаки, в зависимости от которых необходимо выбирать ту или иную операцию, переход или маршрут. Проверка каждого из признаков вносится в виде условий в базу ТехноПро. Примерами таких условий являются проверки: вида заготовки, марки или твердости материала детали, габаритов детали и других параметров.
Создание ОТП следует проводить, руководствуясь схемой, изображенной на рис. 15.2.
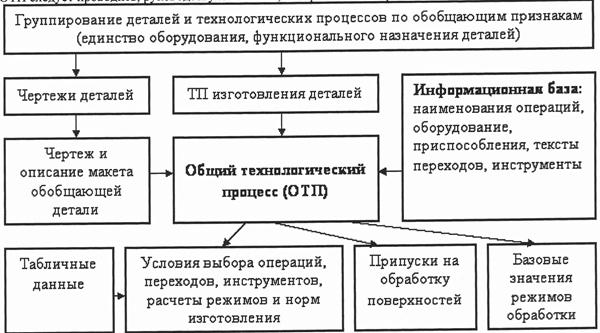
Рис. 15.2. Схема последовательности создания ОТП
После создания ОТП можно переходить к автоматическому проектированию технологических процессов. Для этого достаточно создать описание конструкции конкретной детали с использованием графических средств или ввести необходимые данные с клавиатуры. Для ускорения работы можно скопировать подобную деталь из уже имеющихся в базе КТП или скопировать макет ОТП.
Описание чертежа детали заключается в описании общих сведений о детали (данные из штампа и технических требований на чертеже) и параметров элементов конструкции (поверхностей), имеющихся на чертеже детали.
После создания описания детали ей назначается ОТП соответствующей группы деталей. После этого запускается процесс автоматического формирования ТП.
По ходу этого процесса система выбирает из назначенного ОТП операции и переходы, необходимые для изготовления каждого элемента конструкции детали и переносит их в КТП. Затем из выбранного перечня система отбрасывает операции и переходы, обеспечивающие лучшее качество изготовления по сравнению с указанным на чертеже.
После этого ТехноПро отбрасывает из КТП операции и переходы, в которых условия их выбора не выполнены. Далее система производит расчеты, имеющиеся в условиях оставшихся операций и переходов.
Затем система рассчитывает технологические размерные цепи с учетом значений припусков, указанных в переходах КТП. Далее система выполняет условия подбора оснащения операций и переходов и выполняет имеющиеся в этих условиях расчеты режимов обработки норм времени изготовления.
Лекция 15 Стр. 3 из 3
В конце процесса проектирования система формирует тексты переходов, заменяя имеющиеся в них параметры на рассчитанные их значения. Значения параметров выбираются в зависимости от типа выполняемой обработки - предварительной или окончательной.
Создавая ОТП и условия, технолог «обучает» систему проектированию технологии своего конкретного производства. Все нюансы в последующем проектировании ТП будут учтены.
Автоматически сформированный КТП по своей сути ничем не отличается от КТП, сформированного в диалоговом режиме. Поэтому после автоматического проектирования КТП можно в диалоговом режиме просмотреть, отредактировать и распечатать.