Техническая характеристика фильтр-пресса
Производительность, дал/ч................................................... .950
Площадь фильтрующей поверхности, м2............................. 20,5
Максимальное давление фильтрования, МПа...................... 0,95
Потребляемая мощность, кВт............................................... 5,5
Габаритные размеры, мм....................................................... 2950´1090´1240
Масса, кг................................................................................ 1575
Патронные фильтры находят широкое применение для контрольной фильтрации сока I сатурации, фильтрации сока II сатурации, фильтрации сиропа с клеровкой и для отделения от рафинадных сиропов нерастворимых примесей.
Известны конструкции патронных фильтров с тканевой, проволочной опорной поверхностью фильтрующих элементов и фильтров с керамическими фильтрующими элементами. Последние оказались несовершенными в эксплуатации вследствие загрязнения пор фильтрующих элементов и частой сложной регенерации их при помощи кислотных растворов. К недостаткам керамических фильтров относится также хрупкость фильтрующих элементов, что требует тщательной сборки и разборки их. Наибольшее распространение в промышленности нашли патронные фильтры с проволочной опорной поверхностью фильтрующих элементов типа ПФ-10 и ПФ-20.
Принцип действия всех фильтров одинаков. Отличаются они друг от друга конструкцией фильтрующих элементов (патронов) и установкой их в корпусе фильтра. Все они являются фильтрами периодического действия, работающими под давлением, имеющими небольшое гидравлическое сопротивление и высокую скорость фильтрации, достигающую для соков до 1,7×10-3 м3/(м2×с) и для сиропов – до 1,7×10-4 м3/(м2×с).
Типовыми фильтрами для фильтрации продуктов свеклосахарного и рафинадного производств приняты фильтры с проволочной поверхностью фильтрации типа ПФ-10 и ПФ-20.
Патронный фильтр ПФ-20 (рис. 12.18) состоит из цилиндрического корпуса 9, конического днища 15, выпуклой крышки 4, на которой установлены рымболты 3, и плиты 7, в которой закрепляются патроны 10 прижимами 22. В нижней части патроны устанавливаются в отверстия решетки 12.
Плита устанавливается при помощи уплотнений между фланцами цилиндрического корпуса и выпуклой крышки и образует две камеры фильтра. В нижнюю камеру 8 при помощи коллектора 17, присоединенного к патрубку 14, подводятся кизельгурная суспензия, фильтруемый продукт и промывная вода. Из камеры 6 через коллектор 21, присоединенный к патрубку 5, отводятся жидкая фаза кизельгурной суспензии, фильтрат и промой. Кроме того, для подвода воздуха в верхнюю камеру установлен вентиль 19, а в нижнюю – патрубок 2. Сброс воздуха из нижней камеры осуществляется через трубу 11. Для наблюдения за состоянием внутренней части нижней камеры установлены смотровые стекла 1. Удаление промытого осадка осуществляется через патрубок 16. Фильтр установлен на трубчатом каркасе 13. Для управления процессом фильтрации имеются задвижки с электродвигателями 18 и маховиками 20.
Полный цикл работы фильтров включает в себя следующие стадии: намыв кизельгура, возврат первых мутных порций фильтруемого продукта, фильтрация, вытеснение нефильтрованного продукта, промывка осадка и удаление осадка. В эксплуатации фильтры полностью автоматизированы.
Рис. 12.18. Патронный фильтр ПФ-20
На сахарорафинадных заводах патронные фильтры используют для отделения осадка от растворов рафинадного производства.
Фильтрующий патрон ПФ-20 (рис. 12.19, а) состоит из трех фильтрующих элементов 4 и опорного патрубка 2, которые при помощи стяжки 3, шайбы 5, планки 1 и гаек 6 скрепляются жестко. Патроны в собранном состоянии устанавливаются в отверстия плиты 7 и зажимаются прижимом 9, который устанавливается на шпильке 8.
Для того чтобы патроны не отклонялись от вертикальной оси, нижняя часть стяжки каждого патрона устанавливается в отверстие проволочного каркаса, расположенного внизу цилиндрического корпуса фильтра.
Фильтрующий элемент патрона представлен на рис. 12.19, б. Каркас 1 элемента изготовляется из нержавеющей стали и состоит из нижней 2 и верхней 6 втулок, к которым приварены уголки 5. Для жесткости каркаса уголки приварены к кольцам 3, расположенным по высоте на расстоянии 40 мм друг от друга.

Рис. 12.19. Патрон с проволочной опорной поверхностью:
а – общий вид патрона; б – фильтрующий элемент
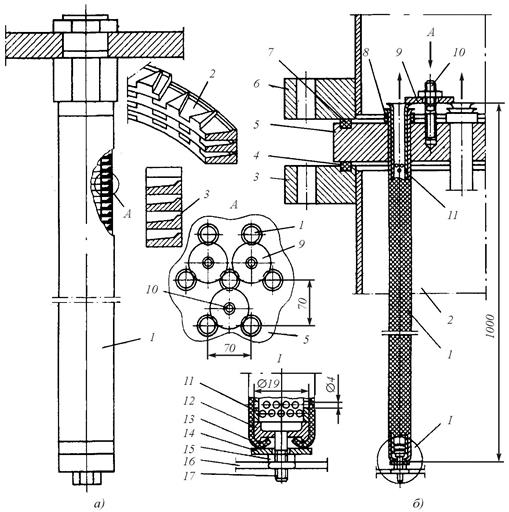
Рис. 12.20. Патроны фильтров:
а – изготовленный из отдельных пластин; б – с тканевой опорной поверхностью
Опорным слоем для кизельгура и осадка является проволочная 4 щелевидная поверхность каркаса элементов. Образуется она путем нарезания канавок на острых выступах уголков с шагом 0,8 мм и затем навивкой проволоки из нержавеющей стали диаметром 0,7 мм.
При вышеуказанных размерах шага резьбы и проволоки размер щелей равен 0,1 мм. Общая площадь поверхности фильтрации одного патрона составляет 0,241 м2.
Патроны с проволочной опорной поверхностью просты по устройству, но имеют существенные недостатки. Так как щели, образованные смежными витками проволоки, вначале имеют расширение, а затем к центру проволок сужаются, то не исключена возможность застревания мелких частиц кизельгура и осадка в щелях. Это приводит к уменьшению живого сечения опорного слоя и скорости фильтрации.
Некоторые зарубежные фирмы выпускают фильтры, патроны которых набраны из отдельных штампованных пластин (рис. 12.20, а). При соединении пластин 2 получаются щели 3. Такие патроны называются саморегенерирующимися. Мелкие частицы осадка, попадая в суженную часть щели, имеющую наклонную стенку, уносятся фильтратом. Такие патроны работают лучше патронов с проволочной опорной поверхностью, но они сложны в изготовлении.
Патрон фильтра с тканевой опорной поверхностью изображен на рис. 12.20, б. Он представляет собой перфорированный корпус 11 из нержавеющей стали, к нижней части которого приварено донышко 12 с хвостовиком 17, имеющим резьбу.
На корпус патрона надевается тканевый чулок 1, который снизу имеет загиб 13 и закрепляется при помощи шайбы 14 и гайки 15. Перед установкой патронов в отверстия плиты 5 на них надевают резиновые уплотняющие кольца 8. К плите патроны прижимаются шайбами 9, которые надеваются на шпильки 10. Каждая шайба прижимает три патрона.
Для сохранения параллельности и вертикальности труб хвостовики 17 патронов устанавливаются в отверстия решетки 16, изготовленной из нержавеющей проволоки. Решетка крепится к хвостовикам патронов при помощи дополнительных гаек.
Плита зажимается между фланцами 3 и 6 корпуса 2 фильтра и крышки при помощи болтов. Уплотнение между верхней и нижней частью фильтра создается прокладками 4 и 7. Фильтрованный сок направляется внутрь патрона и выходит из верхней его части.
Патронные фильтры устанавливаются на полу второго этажа вблизи стены с таким расчетом, чтобы крепление трубопроводов осуществлять на стене. Проходы между фильтрами и стеной должны быть не менее 1500 мм. Над батареей фильтров рекомендуется устанавливать монорельс с устройством для снятия крышек и плит с фильтрующими элементами.
Для монтажа и демонтажа фильтрующих элементов в плитах фильтров необходимо иметь специальные подставки высотой не менее 1800 мм.
Сборник нефильтрованного сока перед фильтрами необходимо снабдить поплавковым устройством для указания уровня сока в нем. На трубопроводе, подводящем сок в фильтр, установить расходомер, снабженный счетчиком. Корпус фильтра и трубопроводы должны быть изолированы.
После монтажа фильтров вся установка должна быть испытана гидравлическим давлением 0,4 МПа. В процессе фильтрации нельзя допускать соединения слоя осадка, образовавшегося на отдельных фильтрующих элементах, т. к. при промывке осадка обратным током жидкости из-за большого сопротивления могут разрушаться фильтрующие элементы.
Необходимо следить за давлением в коммуникациях, подводящих нефильтрованный продукт в фильтр, которое должно быть постоянным. В случае колебаний давления поступающего продукта слой осадка на фильтрующих элементах может давать трещины, что отрицательно сказывается на качестве фильтрата или осадок будет сползать с поверхности фильтрующих элементов.
При эксплуатации фильтров с керамической поверхностью фильтрации необходимо для разбавления кизельгура применять чистую воду, а также не допускать попадания масла на керамику. Загрязненная вода и масло закупоривают поры керамических элементов, и фильтр быстро выходит из строя.
Техническая характеристика патронных фильтров приведена в табл. 12.2.
Таблица 12.2. Техническая характеристика патронных фильтров
| Показатель | ПФ-20 | ПФ-10 |
| Площадь поверхности фильтрации, м2 | ||
| Длина патрона, мм | ||
| Число патронов, шт. | ||
| Шаг трубок, мм | ||
| Наружный диаметр патрона, мм | ||
| Внутренний диаметр корпуса фильтра, мм | ||
| Высота фильтра, мм | ||
| Пробное давление, МПа | 0,6 | 0,6 |
| Максимальное рабочее давление, Mlla | 0,4 | 0,4 |
| Вместимость фильтра, м3 | 4,0 | 2,35 |
| Скорость фильтрации, мм/с: | ||
| для сока I сатурации | 0,42×10 -3 | 0,42×10-3 |
| для сока II сатурации | 0,91×10 -3 | 0,91×10-3 |
| для сиропа | 0,26×10 -3 | 0,26×10-3 |
| Масса, кг |
В процессе эксплуатации часто могут быть следующие несоответствия: выходит мутный фильтрат или значительно повышается давление в фильтре. В первом случае чаще всего бывает повреждена поверхность фильтрации отдельных патронов. Необходимо остановить фильтр, снять верхнюю крышку и при помощи шланга подавать в патроны воду. Патроны, в которых вода проходит очень быстро, имеют поврежденную поверхность, их необходимо заменить.
Патронные фильтры имеют значительные недостатки: требуют постоянного давления в период нанесения вспомогательного фильтрующего слоя, применения сжатого воздуха для поддержания осадка в период спуска нефильтрованного сока перед промывкой осадка, подачи воздуха внутрь фильтрующих элементов при удалении осадка.
Дисковые фильтры типа ФД являются фильтрами периодического действия, в которых фильтрация производится под давлением. Поверхность фильтрации представляет собой диски, установленные на полом вращающемся валу. Промытый осадок удаляется гидравлическим способом. Применяются они для фильтрации сока I и II сатураций.
По сравнению с фильтр-прессами они имеют следующие преимущества: облегчают условия труда, сокращают затраты рабочей силы, уменьшают расход фильтровальной ткани и обеспечивают получение чистого фильтрата, не требующего контрольной фильтрации. В отечественной сахарной промышленности применяются дисковые фильтры типов ФД-80, ФД-100 и ФД-150.
Дисковый фильтр ФД-100 (рис. 12.21) состоит из следующих основных узлов: корпуса фильтра 24, трубовала 7, фильтрующих элементов, приемника сока 28, соплового устройства 23, лопастного вала 12 для удаления осадка, привода 11 трубовала и привода 18 лопастного вала, кронштейна конического 2, трубы отводной из контрольного элемента 4, трубки коллекторной 5, люков 6, днища 8, сальниковых уплотнений 9, червячной передачи 10, вырезов 13, стойки 14, рамы 16, штуцера 17, трубы центральной 19, элемента 20, желоба 21, зажима 22, сборника 25, опоры 26, трубки отводной 27, трубы вытяжной 29.
На корпусе фильтра в верхней части расположена труба 1 для рециркуляции нефильтрованного сока, на которой установлен предохранительный вентиль 15. По этой трубе подводится также сжатый воздух внутрь фильтра для вытеснения сока перед промывкой осадка. Цикл фильтрации на данном фильтре состоит из следующих операций: фильтрации сока через элементы дисков 3 с отложением осадка на поверхности элементов, обессахаривания осадка с получением промоя, удаления осадка из фильтра при помощи струй воды.
При использовании фильтра для фильтрации сока I сатурации применяются методическая промывка осадка и гидравлическое удаление его с поверхности фильтрующих элементов. На некоторых сахарных заводах дисковые фильтры применяются для фильтрации сока II сатурации. В этом случае правила обслуживания фильтров остаются такими же, но необходимо учесть следующее при их установке.
Работа фильтров ведется без промывки осадка, а последний после гидравлического смыва сопловыми устройствами при помощи фильтрованного сока I или II сатурации направляется на преддефекацию через насос рециркуляционного сока. Поэтому при установке фильтров необходимо предусмотреть коммуникации для подвода сока и отвода смытого осадка, а коммуникации аммиачной воды и сжатого воздуха к фильтрам не подводятся.
Фильтры типов ФД-80 и ФД-150 по конструкции сходны с фильтром ФД-100, но они не имеют сопловых аппаратов для снятия с дисков слоя осадка, а фильтр ФД‑150 не имеет также и шнека для удаления осадка. Съем осадка с элементов диска этих фильтров производится обратным током фильтрованного сока.
Фильтрующий элемент (рис. 12.22) состоит из желобчатого каркаса 5, трехслойной сетки 4, являющейся опорным основанием для холста 11. В нижней части каркаса вварен штуцер 7, который устанавливается в конусном отверстии втулки 6 трубовала 9. Таким образом, внутренняя полость фильтрующего элемента 3 соединяется с коллекторной трубкой 10 для отвода фильтрата. Штуцер имеет уплотнение 8.
Элемент укрепляется на трубовале 9 при помощи радиально расположенных шпилек 1. Шпильки ввинчены одним концом в приваренные площадки к трубовалу, а другим концом соединены с дугообразными желобчатыми накладками 2, которые при помощи гаек прижимают элементы к валу.
На элементы надевается фильтровальная ткань в один слой. В качестве ткани применяется бумажный холст типа бельтинг или тонкая капроновая ткань массой не менее 400 г/м2.
Из фильтровальной ткани заранее сшиваются мешки двойным швом по размерам рамки с учетом усадки ткани, но одна боковая сторона мешка оставляется незашитой.
Затем элемент вставляется в вывернутый мешок и боковая сторона его зашивается двойным швом, а выступающий штуцер плотно обшивается и обматывается тесьмой.
При монтаже фильтров необходимо соблюдать следующее:
– фильтрующие элементы на трубовале должны быть установлены перпендикулярно оси вала с одинаковыми промежутками между смежными дисками. Биение элементов в отдельных дисках не допускается более 3…4 мм;
– оси сопел сопловой трубы должны быть параллельны плоскости дисков и находиться на одинаковом расстоянии от поверхности смежных дисков;
– площадь сита в ловушке для воды, поступающей в сопла, должна быть не менее 1 м2, а отверстия в сите должны иметь диаметр 1,5…2,0 мм;
– для ручной смывки остатков осадка с фильтрующих элементов необходимо иметь брандспойт с насадкой диаметром 12 мм.
Рис. 12.21. Дисковый фильтр ДФ-100

Рис. 12.22. Фильтрующий элемент
В период эксплуатации фильтров необходимо выполнять следующее:
– один раз в смену производить осмотр фильтра с открытием люков. При обнаружении части осадка после его удаления на отдельных дисках его необходимо смыть при помощи ручного брандспойта;
– проверить состояние форсунок сопловой трубы. Для этого необходимо повернуть сопловую трубу на 90° за рукоятку, открыть пробки на корпусе сопловой трубы и через лючки проверить состояние выходных отверстий сопел, в случае необходимости почистить их. Если проверка сопел производится при заполненном фильтре, перед проверкой необходимо снять давление с фильтра;
– если из отдельной коллекторной трубки выходит мутный сок, необходимо остановить фильтр, снять давление с фильтра и заглушить трубку. При очередной остановке фильтра на смыв осадка проверяют состояние элементов, подключенных к этой коллекторной трубке. При проверке на конец трубки, выходящий в приемник сока, надевают насадку со шлангом, конец которого присоединяют к водяной коммуникации с давлением не более 0,15 МПа. Осматривая эту секцию через люк корпуса фильтра, можно легко определить поврежденный фильтрующий элемент по величине выходящей струи воды из него;
– при длительных интервалах между смывом осадка очередных фильтров необходимо останавливать насос смывной воды и компрессор;
– периодически, по мере засорения фильтровальной ткани, ее необходимо регенерировать, используя для этого кислотную установку для выпарной станции.
Перед регенерацией внутренность фильтра следует тщательно промыть горячей водой, а элементы очистить щетками. После регенерации внутреннюю часть фильтра и ткань элементов промыть водой.
Техническая характеристика фильтров типа ФД приведена в табл. 12.3.
Таблица 12.3. Техническая характеристика фильтров типа ФД
| Показатель | ФД-80 | ФД-100 | ФД-150 |
| Производительность по свекле, т/сут | |||
| Поверхность фильтрации, м2 | |||
| Частота вращения, об/мин: | |||
| трубовала | 0,50 | 0,55 | 0,55 |
| лопастного вала | 4,5 | 4,0 | 4,0 |
| Масса, кг |
Вакуум-фильтры. Независимо от того, какое оборудование применяется для сгущения осадка сока I сатурации, от осадка отделяется жидкая фаза и осадок промывается. Так как суспензия, поступающая из сгустителей на вакуум-фильтры, имеет температуру около 85 °С, то остаточное давление на вакуум-фильтрах не должно превышать 0,045…0,048 МПа. Таким образом, перепад давления, при котором осуществляется фильтрация на вакуум-фильтрах, в 4…5 раз меньше, чем на фильтрах циклического действия. Поэтому толщина слоя осадка на барабанах фильтров допускается не более 10…12 мм, а для быстрого роста толщины слоя осадка на фильтрующей поверхности фильтра поступающая на фильтрацию суспензия должна содержать сухих веществ не менее 20 %.
Применяются вакуум-фильтры камерного типа и бескамерные.
На рис. 12.23, а показана принципиальная схема работы камерного вакуум-фильтра. В корпус фильтра 1 подается сгущенная суспензия сока I сатурации, в которую погружен вращающийся барабан 2. Поверхность барабана разделена на отдельные секции перегородками 3. Каждая секция трубками 5 соединена с подвижной головкой 6 фильтра. Головка имеет отверстия, количество которых соответствует количеству секций барабана. Секции покрываются опорной поверхностью, на которую накладывается холст. Холст натягивается и закрепляется проволокой из нержавеющей стали диаметром 2…3 мм при помощи специальных приспособлений.
Сверху над барабаном вакуум-фильтра расположены форсунки 7 для промывки осадка 4. Для удаления осадка из барабана вакуум-фильтра установлен нож 8. В корпусе фильтра имеется мешалка 9 для взбалтывания осадка.
Для отвода фильтрованного сока, промоя и подвода сжатого воздуха, для отдувки осадка от холста к подвижной головке прижимается неподвижная головка.
На рис. 12.23, б представлена принципиальная схема бескамерного вакуум-фильтра. По конструкции он значительно проще камерного фильтра, так как барабан его не имеет отдельных камер, отсутствуют также распределительные головки.
Перфорированный барабан 3 фильтра закрыт боковыми крышками, и поверхность его при помощи резинового уплотнения 19 делится на две зоны: зону 5, находящуюся под разрежением, и зону 7, в которой действует давление. В зоне разрежения происходят фильтрация суспензии, промывка и подсушивание осадка. Промой отводится из сборника, образованного стенками 8. В зоне давления осуществляются отдувка осадка при помощи воздуха, поступающего по трубе 12, и регенерация ткани при помощи пара или жидкости, поступающих по трубе 13.
 Рис. 12.23. Схемы вакуум-фильтров: а – камерного; б – бескамерного
Рис. 12.23. Схемы вакуум-фильтров: а – камерного; б – бескамерного
|
Барабан фильтра устанавливается на неподвижной полой оси 14 при помощи подшипников в корпусе 1. Полая ось 14 соединена трубой 15 с нижней частью барабана, фильтра, куда по устройству 16 подается сок. Для отвода продуктов фильтрации, а также подвода воздуха для отдувки осадка 2 и жидкости для регенерации ткани 22 полая ось делится на секции. В некоторых конструкциях фильтров для этой цели в полой оси устанавливаются специальные трубы. По верхней секции полой оси отводится промой, который собирается в сборнике 6. Левая секция соединена с вакуум-ресивером, через нижнюю секцию отводится отфильтрованный сок. Через правую секцию полой оси подводятся воздух для отдувки осадка и пар или жидкость для регенерации ткани.
Барабан обтягивается фильтровальной тканью, которая закрепляется проволокой 20. Вращение барабана осуществляется от привода через шестерню, прикрепленную к передней крышке барабана. Поверхность барабана фильтра погружена в суспензию на 50…60 %.
Осадок промывается при помощи форсунок 4, отдувается воздухом, поступающим через щель 9, и удаляется ножом 11, имеющим цапфу 21 для осуществления установки. Через щель 10 производится регенерация ткани паром или жидкостью.
Резиновые уплотнения прижимаются к внутренней поверхности барабана при помощи полых резиновых подушек 17, в которые подводится вода по гибким шлангам 18. Давление воды должно составлять 0,5…0,6 МПа.
Так как резиновые уплотнения все время прижимаются к внутренней поверхности барабана и работают на истирание, то барабан внутри должен быть гладким. Практика эксплуатации вакуум-фильтров данного типа показывает, что уплотнения быстро изнашиваются. Применение ротационных уплотняющих устройств из синтетических материалов, видимо, может устранить этот недостаток.
Камерный вакуум-фильтр БШУ-40-3-10 (рис. 12.24) состоит из следующих узлов: привода барабана фильтра I, распределительных головок II и VI, барабана III, промывного устройства VII, мешалки для взмучивания осадка IV и привода мешалки V. Кроме того, в его состав входят электродвигатель 1, вариатор 2, редуктор 3, патрубок 4 для сжатого воздуха, левая 5 и правая 16 распределительные головки, подшипник 6, шестерня 7, передняя крышка 8, подводящие трубы 9, барабан 10, коллекторные трубы 11, патрубок 12, форсунка 13, трубы 14 для промывки осадка, штанга 15, штуцер 17 для отвода фильтрата, редуктор 18, штанги 19 и 24, спускные штуцера 20 и 22, мешалка 21, корпус 23, штуцера 25, 26, 37 для отвода промоя, устройство 27 для крепления ножа, устройство 28 для намотки проволоки на барабан, кран 29, фильтр 30, кожух 31, распределитель 32, горизонтальные трубы 33 и 35, радиальные трубы 34 и 36, штуцер 38 для подвода суспензии, электродвигатель 39 и редуктор 40.
Барабан 10 фильтра вращается в корпусе 23, куда по штуцеру 38 непрерывно поступает сгущенный осадок. Невращающиеся части распределительных головок 5 и 16 прижаты к торцовым поверхностям вращающихся цапф и при работе фильтра последовательно соединяют секции барабана с соответствующими окнами в неподвижной части распределительных головок.
Когда секция барабана погружена в суспензию, происходит фильтрация за счет разрежения, создаваемого конденсатором в правой распределительной головке 16. Жидкая фаза суспензии отводится при этом через штуцер 17, а на поверхности ткани этой ячейки отлагается слой осадка. Так как при увеличении толщины слоя осадка сопротивление фильтрации растет, то для сохранения производительности фильтра к секции через угол поворота барабана 36° подключается распределительная головка 5 с более высоким разрежением. При этом фильтрат отводится через штуцер 25, а на поверхности ткани этой секции толщина слоя осадка возрастает.

Рис. 12.24. Вакуум-фильтр БШУ-40-3-10
Процесс фильтрации в каждой секции барабана происходит до тех пор, пока она находится в зоне фильтрации. Размеры зон фильтрации регламентируются размерами окон в шайбах неподвижных головок (рис. 12.25). Шайба имеет окна 1, 2, 3 и 4. Фильтр имеет следующие размеры зон в дуговых градусах: