Рассмотрим главные углы сверла
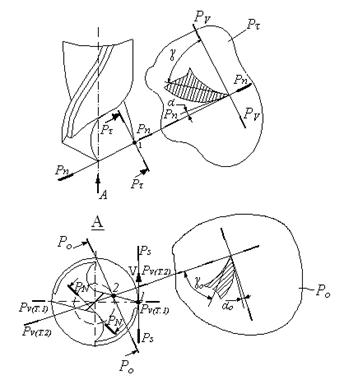
Рис.10 Геометрические параметры сверла
g -передний угол, измеряется в главной секущей плоскости и является переменной величиной по длине режущей кромки. Передний угол – угол, заключенный между касательной к передней поверхности в рассматриваемой точке режущей кромки и плоскостью резания. В отличие от резцов передний угол на чертежах сверл не проставляют, так как форму и положение передней поверхности определяют шаг и угол наклона винтовой канавки. На рис. 11 показана развертка винтовой линии на плоскость. Передний угол в плоскости параллельной оси сверла gох равен углу наклона винтовой линии wх.
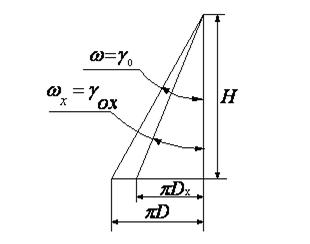
Рис.11 Развёртка винтовой линии
канавки сверла на плоскость
Из рис.11 следует:
 ,
,
где Н – шаг винтовой линии. Шаг винтовой линии является величиной постоянной и независящей от диаметра сверла и равен:
 .
.
Подставляя величину Н в выражение для определения угла γо получим:

Отсюда следует, что для спиральных сверл с увеличением диаметра (по длине режущей кромки) угол g0 возрастет. Передний угол в главной секущей плоскости определяется как

и так же будет увеличиваться к периферии сверла.
a - главный задний угол измеряется в главной секущей плоскости, но при существующих средствах его измерения и контроля он задается в плоскости параллельной оси сверла. Главный задний угол αо - это угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной к образующей цилиндра, образующегося при вращении данной точки вокруг оси сверла. Для определения главного угла a в главной секущей плоскости делают перерасчет по формуле:
 .
.
Главный задний угол образуется путем заточки сверла по задней поверхности. Угол a специально уменьшают к периферии (путем заточки сверла) для обеспечения равнопрочного режущего клина (b=сonst) по всей длине режущей кромки.
Рассмотрим геометрию резца на поперечной кромке. Для этого рассмотрим поперечную кромку плоскостью PN – PN (рис.12), перпендикулярную к ней.
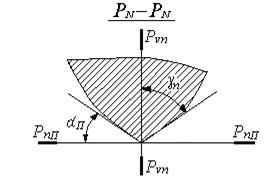
Как видно из рис.12 передний угол на поперечной кромке  является отрицательным, поэтому поперечная кромка не режет, а сминает металл.
является отрицательным, поэтому поперечная кромка не режет, а сминает металл.
Рис.12 Геометрия сверла
на поперечной кромке
 |
Плашки
Рис. 150
b = 300
b = g + ( 10 …20 )0
Число стружечных отверстий зависит от резьбы плашки. Плашка затылована по архимедовой спирали на заборных конусах по вершинам резьбы.
K = (Пdz/z)/tga
Плашка имеет два заборных конуса что обеспечивает высокий период стойкости инструмента ( в два раза).
Угол j зависит от материала заготовки, при обработки стпльных заготовок j = (20 – 30)0.
Чтобы осуществить захват плашки заготовкой диаметр торцевой части
dT > d на (0,3 – 0,4)мм.
a – определяется как и у метчика.
a = (Р/z) sin j
Резьба плашки не шлифуется. Она нарезается с помощью плашечного и маточного метчиков до термической обработки плашки. При термообработке возможны деформации инструмента и резьбы в нем; обезуглероживание поверхностного слоя резьбы. Резьба – невысокой степени точности.
Ширина В = 2lзч + lкч = ( 6 – 10 )Р.
dотв, Dч.о – определяется графическим путем
m = (0,15 – 0,19)do
Плашка закрепляется с помощью отверстий 1 и 2.
Регулируемые отверстия 3,4,5.
Чтобы уменьшить диаметр резьбы, плашка разрезается по пазу 3. Ось отверстий 4 и 5 смещена с осей симметрии плашки на величину е. При регулирование (уменьшение диаметра) регулировочный винт оказывает давление на верхнюю часть регулируемого отверстия.
Величина ширина пера F = (Пd1)/z 2,2 нарезаемой части
С > F ; C – просвет.
Резьбонакатные инструменты
Накатные резьбы имеют повышенную прочность по сравнению с нарезанной резьбой. Это объясняется тем, что волокна металла упрочняются за счет повышенной степени пластического деформации поверхностного слоя резьбы.
При этом способе металл экономится на 10 – 30 %, т.к диаметр заготовки под резьбу меньше диаметра получаемой резьбы.
Точность Rа равна шлифованию.
Наибольшее распространение получили накатные резьбы, получаемые с помощью резьбонакатных плашек и роликов.
Точность резьбы накатанной роликом выше, чем плашками.
Конструкция резьбонакатной плашки
Такая накатка осуществляется на станках - автоматах. Используется две резьбонакатных плашки, одна из которых неподвижна.
Плашка представляет собой две массивные пластины с развернутыми витками резьбы на лицевой стороне. На неподвижной плашке есть заборная часть, а на подвижной ее может и не быть.

Рис. 151