Резцы с механическим крепление пластин
Все существующие конструкции механического крепления пластин (СМП) могут быть сведены к четырём схемам:
Схема С – прихватом сверху (рис. 4.16): для СМП без отверстия, рекомендуется для станков с ЧПУ и универсальных станков.

Рис. 4.16
Схема М – крепление клином (рис. 4.17): для СМП с отверстием на универсальных станках, для станков с ЧПУ не рекомендуется. Низкая точность позиционирования.
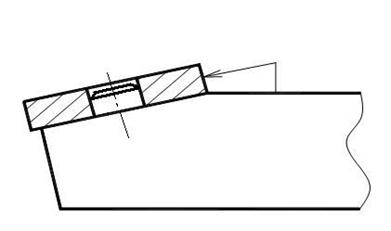
Рис. 4.17
Схема Р – крепление через внутреннее отверстие СМП L-образным рычагом или косой тягой (рис. 4.18): для СМП с отверстием, рекомендуется для станков с ЧПУ, высокая точность позиционирования.
Рис. 4.18
Схема S – крепление винтом с конической головкой (рис. 4.19): для СМП с коническим отверстием, рекомендуется для небольших резцов на станках с ЧПУ и универсальных станках. Ось винта смещена по отношению к оси отверстия СМП в сторону опорной базы на величину f.

Рис. 4.19
СМП изготавливаются по ГОСТ и по ИСО.
ГОСТ предусматривает обозначение пластин в виде совокупности цифр в определённой последовательности.
ИСО предусматривает обозначение пластины в виде совокупности букв латинского алфавита и цифр.
Наиболее распространено обозначение по ИСО, например:
C S K P R 25 25 M 12 Q
C – способ крепления;
S – форма пластины;
25 – высота сечения державки резца Н = 25;
25 – ширина державки резца В = 25;
К – главный угол в плане (75°);
P – задний угол СМП (11 град);
R – направление рабочей подачи резца;
М – длина резца 150 мм;
12,70 – длина рабочей части СМП, 12– целая часть этой длины;
Q – для точных резцов, точность настроенных размеров.
Достоинства при использовании СМП:
+ повышение точности и стойкости лезвий резца на 25-50% из-за отсутствия микротрещин на поверхности СМП, которые имеют место при припаивании пластины;
+ длительное время использования державки резца, хватает на 100-150 СМП. В связи с этим возможно использование высокопрочных и дорогих материалов для державок резцов;
+ быстрота переналадки и замены СМП на резце как на станке, так и вне станка на специальных приборах для настройки резцов на размер;
+ отсутствие операции заточки и благодаря этому отсутствие потерь твёрдого сплава СМП;
+ экономия твёрдого сплава, т.к. использованный сплав не выбрасывают, а пускают на переработку;
+ простота получения требуемого угла передней поверхности при прессовании;
+ для СМП с плоской передней поверхностью возможно использование накладных стружколомов (рис. 4.20).
+ возможность использования на одной державке СМП из различных марок инструментальных материалов.

Рис. 4.20
Недостатки при использовании СМП:
- относительно большие габариты режущей части из-за механизма крепления СМП;
- меньшая жёсткость крепления пластины, чем при припаивании или приклеивании;
- негибкая геометрия РЧ (не инвариантность геометрических параметров);
- сложность конструкции и технологии изготовления резца с СМП;
- требуется большая номенклатура СМП.
4.7.1. Геометрические параметры резца с СМП
В том случае, если задний угол СМП aсмп равен заднему углу резца aрезца, то СМП устанавливается на опорную поверхность на корпусе РИ, параллельно основанию резца, обеспечивая требуемые углы в плане j и j1, в этом случае углы СМП без изменения станут углами режущей части РИ lр = lсмп, gрезца = gсмп.
Проблемы возникают тогда, когда aсмп ¹ aрезца, и в частности когда aсмп=0.
Если aсмп ¹ aрезца (в частности при aсмп=0), то необходим определённый наклон опорной поверхности СМП на корпусе РИ по отношении к основной плоскости резца.
В общем случае методика выбора параметров СМП и определения положения её опорной поверхности состоит в следующем: пусть заданно a, a1, j, j1.
1. n = 3600/(j + j1) – определение числа граней СМП. При округлении которого до целого числа следует подкорректировать. Округляем до целого с корректировкой.
Желательно чтобы n ® max, т.к. увеличивается полный период стойкости, однако при этом надо учитывать ограничения по жёсткости станка, и возможность контурной обработки (рис. 4.21).
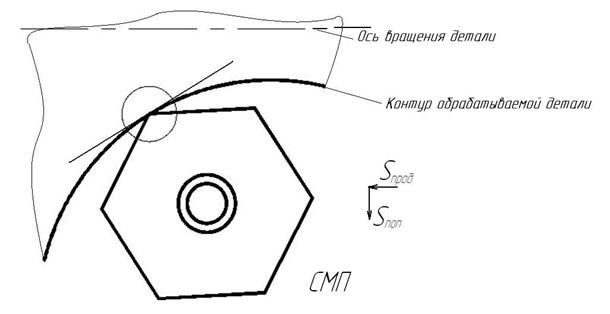
Рис. 4.21
2. Угол в плане при вершине СМП ε = 180° (n – 2)/n .
3. Угол b - угол между перпендикуляром к оси поворота опорной поверхности (рис. 4.22) (линия А-А) и проекцией главной режущей кромки на основную плоскость.
b = arctg ((tga1 sinE)/(tga1+tga cosE) .
4. Угол m - угол поворота опорной поверхности вокруг оси А-А.
m = arctg (tga / sinb);
5. Угол наклона главной режущей кромки:
l = arctg (tga + ctgb);
6. Передний угол РИ:
gp = arctg (tgm sinb) при gсмп = 0.

Рис. 4.22