Паковально-обжимные прессы
Паковально-обжимные прессы предназначены для прессования сфальцованных тетрадей в пачках с последующей обвязкой их ремнями или шпагатом.
Применение паковально-обжимных прессов определяется прежде всего технологической необходимостью закрепления деформаций в сгибах тетрадей, полученных при фальцовке в фальцмашинах или рулонных ротационных машинах.
Как известно, величина остаточной деформации, а следовательно, плотность и четкость сгиба тетради при прочих равных условиях зависят от времени выдержки под давлением и величины усилия прессования.
Прессование повышает плотность и компактность тетрадей, так как величина остаточной деформации зависит от времени выдержки тетрадей в спрессованном состоянии при их хранении; большое значение при этом имеет удельное давление прессования. В плитах прессов должны быть пазы для укладки обвязочного материала.
Основные требования, которые предъявляются к паковально-обжимным прессам:
1) создание технологически необходимого усилия прессования;
2) возможность регулировки усилий прессования при изменении формата продукции и плотности бумаги;
3) удобство работы и выполнение ручных операций в минимальное время;
4) обеспечение условий безопасной работы.
Паковально-обжимные прессы, обычно имеющие пневматический или гидравлический привод, делятся по расположению оси движения прессующей плиты на вертикальные и горизонтальные. На рис. 47 схематически показано принципиальное устройство паковально-обжимного пресса. В его состав входят пневматический цилиндр 1, поршень 2, верхняя прессующая плита 3, неподвижная плита 4, регулировочное устройство 5, станина 6, кран управления 7. Угол наклона к горизонтали a для вертикальных прессов 75−80°, а для горизонтальных прессов − 15−20°.
Каких-либо принципиальных различий в устройстве вертикальных и горизонтальных прессов нет. И тот, и другой имеют наклон, необходимый для лучшей устойчивости тетрадей, а удельное усилие прессования в них не превышает 0,2−0,4 Н/мм2.
Пресс работает следующим образом (рис. 47 а): тетради стопками укладываются на нижнюю плиту 4 корешками к опорной поверхности станины 6. Когда стопа достигнет нужной высоты, рабочий поворачивает рукоятку крана 7 и сжатый воздух поступает в верхнюю часть пневматического цилиндра 1. Поршень 2, связанный штоком с верхней прессующей плитой 3, опускается. Плита 3 спрессовывает пачку и при достижении заданного усилия прессования останавливается. Пачка обвязывается ремнем, который помещается в пресс до укладки тетрадей.
Затем рукоятка крана 7 поворачивается в противоположном направлении. Сжатый воздух подается в нижнюю часть цилиндра. Поршень 2 с плитой 3 поднимается, освобождая связанную пачку тетрадей. Винт 5 служит для регулировки положения плиты 4 в зависимости от числа тетрадей в пачке и плотности бумаги.
Сравнивая вертикальные и горизонтальные прессы, можно отметить следующее.
С технологической точки зрения горизонтальные прессы целесообразнее, так как тетради в пачке хорошо выравниваются по корешку за счет сил собственного веса, а в вертикальных прессах необходимо подталкивать тетради вручную к задней стенке, что требует дополнительных физических усилий, времени и не всегда качественно выполняется.
Вертикальные прессы занимают меньше площади, чем горизонтальные.
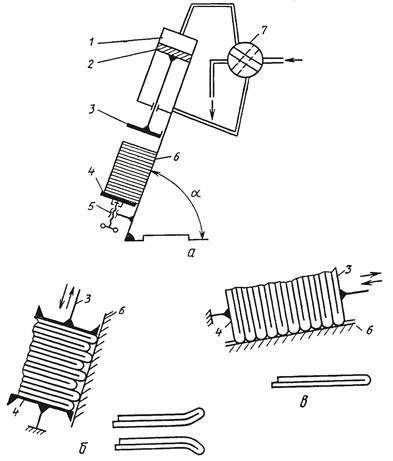
Рис. 47 Схема принципиального устройства паковально-обжимного пресса