Прессование в эластичных оболочках.
При формовании порошков этим методом толстостенную (толщина стенки 10–20 мм) эластичную оболочку (втулку) с порошком помещают в матрицу пресс-формы и подвергают одностороннему или двустороннему (рис. 28) прессованию.
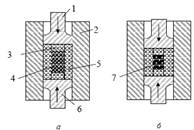
Рис. 28. Схема двустороннего прессования в эластичной оболочке: а – в момент приложения давления; б – после прессования: 1 – верхний пуансон; 2 – матрица пресс-формы; 3 – резиновая пробка; 4 – порошок; 5 – эластичная оболочка (втулка); 6 – нижний пуансон; 7 – формовка
Материал оболочки (втулки) должен: обладать способностью принимать и сохранять определенную форму, соответствующую форме заготовки; быть достаточно пластичным (для обеспечения эффекта равномерного всестороннего обжатия порошка (коэффициент Пуассона материала должен стремиться к 0,5)); иметь определенную упругость, позволяющую оболочке возвращаться в первоначальное положение после снятия давления и пр. Пригодны для изготовления оболочек (втулок) парафин, воск, водный раствор желатина с добавками глицерина, эпоксидные смолы и резиновые массы.
Условия уплотнения порошкового тела, заключенного в оболочку, аналогичны условиям уплотнения порошков методом гидростатического прессования. При всестороннем сжатии стенок толстостенной эластичной оболочки в процессе деформации объем порошкового тела и его поверхность сильно уменьшаются, а частицы перемещаются как в объеме заготовки, так и по ее поверхности. В связи с этим применение смазки влияет на плотность заготовок из-за уменьшения как внешнего (между порошком и оболочкой), так и межчастичного трения.
Метод формования в толстостенных эластичных оболочках (втулках) целесообразно использовать для изготовления изделий несложной конфигурации.