Обследование сварных соединений
В настоящее время сварка является одним из наиболее распространенных процессов в строительно-монтажных работах. Качество сварки во многом определяет надежность и долговечность таких ответственных конструкций, как подкрановые балки, колонны, фермы, арки и т.п.
При обследовании сварных соединений особое внимание должно быть обращено на качество сварных соединений. Для этой цели места соединений элементов и сварные швы должны быть очищены от грязи, пыли, краски и шлака металлическими щетками до блеска. Осмотр сварных соединений производят невооруженным глазом или с помощью лупы «Мир-2». Размер швов (длину и катет шва) определяют с помощью линеек, рулеток и шаблонов, изготовленных применительно к наиболее встречающимся сечениям сварных швов.
Наиболее распространенным дефектом таких соединений является наличие трещин в рабочих швах и околошовной зоне. Трещины бывают продольные и поперечные, внутренние и наружные. Признаками наличия трещин являются: ржавые потеки, выходящие на поверхность металла; шелушение краски. Трещины могут появиться во время сварки и после нее, а также при эксплуатации (от силовых воздействий, низких температур и прочее). Наиболее вероятно появление трещин в сварных швах: в местах резких изменений сечений элементов; местах примыкания накладок, ребер, фасонок и т.п.; местах крепления ветвей к колоннам, траверсам базы; а также в швах, прикрепляющих опорные столики стропильных ферм, ригелей фахверка; в концах сварных швов и местах изменения их толщины и формы; в стыковых швах и швах, расположенных поперек усилия в элементе; в швах накладок, обваренных по контуру; в швах опорных узлов и накладок; в швах и околошовных зонах в местах сближения элементов (<40мм); в узловых фасонках ферм; в поясных швах подкрановых балок (в области верхнего пояса); в швах опорных узлов балок; в стыках рельсов и сварных швах рельсовых креплений; в местах пересечений и поперечных стыков подкрановой балки с продольными ребрами и продольных стыков стенки с поперечными ребрами.
При визуальном осмотре сварных швов выявляются следующие дефекты, которые способствуют разрушению конструкций: наличие прерывистых сварных швов в сварных балках; отсутствие скосов на концах продольных ребер жесткости сварных балок в местах примыкания их к поперечным ребрам и сближение швов у мест их пересечений; отсутствие полного провара на всю толщину стенки верхних поясных швов в подкрановых балках; сближение сварных швов в узлах ферм, прикрепляющих к фасонке элементы решетки, и пояса на величину менее 40 мм; наличие в сварных швах больших неровностей, ноздреватостей, шлаков, перерывов и трещин; наличие на поверхности сварных швов зарубок, надрезов и других дефектов в результате механической обработки швов и др. Наиболее часто встречаю щиеся дефекты сварных швов и их допустимые отклонения приведены в таблице.
щиеся дефекты сварных швов и их допустимые отклонения приведены в таблице.
Допускаемые отклонения дефектов и повреждений в сварных соединениях
| Дефект или повреждение | Эскиз | Допускаемые отклонения |
| Трещины в швах или околошовной зоне | 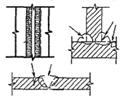
| Не допускаются |
| Неполномерность шва при ручной и полувто-матической сварке: а) угловые швы б) стыковые швы | 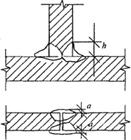
| Не допускаются |
| Подрезы основного металла |
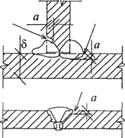
| а < 0.5 мм при 8 < 10 мм а < 1.0 мм при 5 > 10мм |
| Непровары по сечению швов в соединениях, доступных сварке с двух сторон | 
| а < 0.5 мм, но не более 2 мм |
| Непровары в корне шва, в соединениях без подкладок, доступных сварке только с одной стороны | 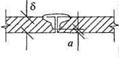
| а < 0.15 мм при б < 20мм а < 3 мм при 5 > 20 мм |
| Отдельные шлаковые включения или поры либо скопления их | 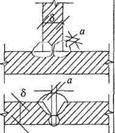
| а < 0.105 при 8> 20 мм а < 3 мм при 5 < 20 мм |
| Скопления газовых пор или шлаковых включений в отдельных участках шва | — | Не более 5 шт. на 1 см2 площади шва |
| Суммарная величина непровара, шлаковых включений и пор, расположенных отдельно или цепочкой: а) при двусторонней сварке; б) при односторонней сварке без прокладок | — | а) Не более 10% толщи- ны свариваемого метал- ла и не свыше 2 мм; б) Не более 15% толщи- ны свариваемого метал- ла и не свыше Змм |
| Резкие переходы от основного к наплавленному металлу, наплывы, потеки, сужения, кратеры и перерывы швов | 
| Не допускаются |
Непровары сварных швов встречаются в корне и у кромки шва. Непровар в корне стыкового шва под действием растягивающих усилий при t = - 20°С приводит к значительной хрупкости соединения, которое может разрушиться даже при действии небольших усилий. Наличие непроваров ощутимо сказывается на пластичности сварных швов, снижая ее.
Подрезы располагаются вдоль краев сварных швов в околошовной зоне и являются концентраторами напряжений. Их отрицательное действие на прочность и пластичность сварных соединений менее существенно, чем наличие трещин и непроваров.
Прожоги, перерывы в швах, незаваренные кратеры, крупная чешуйчатость, неполномерность швов, резкие переходы от наплавленного металла к основному относят к недопустимым дефектам сварных швов.
Такие дефекты, как поры и свищи, потеки и наплывы швов, несплавление по кромке зависят, в основном, от квалификации электросварщика и допустимы лишь при незначительной их величине. Коррозия сварного шва является опасным дефектом, так как ведет к разрушению сварного соединения при самых незначительных усилиях.