Гладкий мікрометр
Для виконання точних вимірів, а власне середнього діаметра зовнішнього різьблення застосовують метод трьох дротиків. У цьому випадку для виміру середнього діаметра використовуються гладкий мікрометр і вимірювальні дротики (Рис.1.2).


Рис. I.2
Найвигідніший діаметр дротиків вибирають по табл. I.I у залежності від шару різьби що вимірюється.
Таблиця I.I
| Крок різьби, мм | Діаметр дротиків, мм | Крок різьби, мм | Діаметр дротиків, мм | Крок різьби, мм | Діаметр дротиків, мм | Крок різьби, мм | Діаметр дротиків, мм |
| 0,2 0,118 0,5 0,291 1,25 | 0,724 3,5 2,020 | ||||||
| 0,25 0,142 0,6 0,343 1,5 | 0,066 4,0 2,311 | ||||||
| 0,3 0,170 0,7 0,402 1,75 | 1,008 4,5 2,595 | ||||||
| 0,35 0,201 0,75 0,433 2,0 | 1,157 5,0 2,886 | ||||||
| 0,4 0,232 0,8 0,461 2,5 | 1,441 5,5 3,177 | ||||||
| 0,45 0,260 1,0 0,572 3,0 | 1,732 6,0 3,468 |
Дротики закладаються в западини профілю різьби, як це показано на Рис. 1.3.
Рис.1.3
Гладким мікрометром вимірюють розмір М. Дійсний середній діаметр різьби підраховується по формулі
dcp = M - 3dn + 0,866×S
де dn - діаметр дротиків; S - номінальний крок різьблення.
Типи дротиків і роликів для вимірів середнього діаметра різьблення показані на Рис. 1.2. Верхня частина дротиків має вушко для підвішування на нитці при вимірі, а також до бирки. По точності виготовлення дротики діляться на два класи: 0 - для виміру різьбових калібрів і I - для виміру різьбових калібрів і виробів із допуском на середній діаметр не більш 8 мкм. Діаметр дротика істотно впливає на точність виміру середнього діаметра різьби. Щоб усунути вплив похибок кута на результати вимірів, варто вибирати дротики такого діаметра, щоб точки їх торкання збігалися з точками перетину середнього діаметра різьби і профілю витка. Найвигідніший діаметр дротиків, що забезпечує виконання зазначеної умови, визначається по формулі
 ,
,
де a - ріг профілю.
Для метричної різьби a = 60 , отже 
Середній діаметр різьби методом трьох дротиків вимірюють у такій послідовності:
1. Встановлюють мікрометр на нуль.
2. Підбирають дротики в залежності від кроку різьби.
ПРОТОКОЛ
ЛАБОРАТОРНОЇ РОБОТИ №I
Вимір середнього діаметра зовнішнього різьблення
| Параметри деталі | 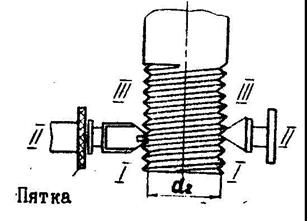 Схема виміру
Схема виміру
| Ціна поділки приладу, мм | |||||||
| Позначення різьби | |||||||||
| Діапазон вимірювання, мм | |||||||||
| d2 , мм | |||||||||
| Р , мм | |||||||||
| Граничні відхилення | Середнє значення середнього діаметра | ||||||||
| Es , мкм | d2cp | ||||||||
| Ei , мкм | Висновок про придатність | ||||||||
| Граничні розміри | Результати вимірювань | ||||||||
| d2max | d2,(I-I) | d2,(II-II) | d2,(III-III) | ||||||
| d2min | |||||||||
| Параметри деталі |  Схема измерения
Схема измерения
| Цена деления шкалы прибора, мм | |||||||
| Позначення різьби | |||||||||
| Диапазон измерения, мм | |||||||||
| D2 , мм | |||||||||
| Р , мм | Диаметр проволочек, мм | ||||||||
| Граничні відхилення | |||||||||
| M | |||||||||
| Es, мкм | |||||||||
| Еi, мкм | Результаты измерений | Заключение о годности | |||||||
| Предельные размеры | M,(I-I) | M,(II-II) | M,(III-III) | ||||
| Действительные размеры | |||||||
| d2max | D2,(I-I) | d2,(II-II) | d2,(III-III) | ||||
| d2min | Среднее эначение Среднего диаметра | ||||||
| Конусність | |||||||
| Выполнил: Принял: |
3. Вводять вимірюємий вал з різьбою між дротиками так, як показано на Рис.2, і вимірюють М.
4. По формулі 
де d - зовнішній діаметр різьблення, знаходять номінальне значення середнього діаметра. Потім по таблицях ОСТа визначають допустимі граничні розміри середнього діаметра різьби і, порівнюючи з ними дійсні розміри, роблять висновок про придатність виробу.
Результати обчислень і вимірів заносять у звітний протокол.
ЛАБОРАТОРНА РОБОТА № 7
КОНТРОЛЬ ГРАНИЧНИХ КАЛІБРІВ
Мета роботи:
1. Ознайомитися з конструкціями та призначенням гладких граничних калібрів-пробок та скоб.
2. Ознайомитися з методами контролю граничних калібрів-пробок на механічних та оптико-механічних приладах.
Матеріальне забезпечення:
Гладка гранична двостороння пробка та регульована скоба.
Розміри калібрів даються для кожної ланки індивідуально.
Прилади для вимірювань калібрів пробок-оптиметр вертикаль-оптикатор, мікрокатор.
Набір плоско паралельних кінцевих мір.
Викрутки для регулювання скоби.
Контрольовані деталі.
Література:
СТ РЕВ 144-75, СТ РЕВ 157-75.