Тема 11: «Притирка. Доводка»
Притиркой называется обработка деталей, работающих в паре, для обеспечения наилучшего контакта их рабочих поверхностей.
Доводка – это чистовая обработка деталей с целью получения точных размеров и малой шероховатости поверхностей.
Притирка и доводка осуществляются абразивными порошками или пастами, наносимыми на обрабатываемые поверхности, или специальный инструмент - притир.
Припуск на притирку составляет 0,01…0,02мм, на доводку – 0,001…0,0025мм.
Точность притирки – 0,001…0,002мм. Доводка обеспечивает точность по 5…6 квалитетам и шероховатость до Rz 0,05.
Притирочные материалы:
Абразивные материалы (абразивы) – это мелкозернистые кристаллические порошкообразные или массивные твёрдые тела, применяемые для механической обработки материалов.
Абразивы делятсяна природные и искусственные, и различаемые по твёрдости.
Твёрдые естественные абразивные материалы – это минералы, содержащие оксид алюминия (наждак) и оксид кремния (кварц, кремень, алмаз).
Твёрдые искусственные абразивы – получают в электропечах, имеют высокую твёрдость и однородность состава. К ним относятся: электрокорунды - нормальный (1А); белый (2А); хромистый (3А); монокорунд (4А); карбиды кремния (карбокорунд) зелёный (6С);чёрный (5С); карбид бора (КБ); кубический нитрид бора (КБН); эльбор (Л); алмаз синтетический (АС). Применяют при обработке чугуна, хрупких и труднообрабатываемых материалов.
Мягкие абразивные материалы – микро порошки М28, М20, М14, М10, М7, М5 и пасты ГОИ. Применяются для окончательных доводочных работ.
Алмазные пасты - природные и синтетические имеют двенадцать зернистостей делящихся на четыре группы имеющих каждая свой цвет:
• крупной зернистости (АП100, АП80, АП60) красного цвета;
• средней зернистости (АП40, АП28, АП20) зелёного цвета;
• мелкой зернистости (АП14, АП10, АП7) голубого цвета;
• тонкой зернистости (АП5, АП3 и АП1) жёлтого цвета.
Алмазные пасты применяют доля притирки и доводки изделий из твёрдых сплавов, сталей, стекла, рубина, керамики.
По консистенции алмазные пасты делятся на твёрдые, мазеобразные и жидкие.
Смазывающие материалы для притирки и доводки способствуют ускорению этих процессов, уменьшают шероховатость, а также охлаждают поверхность детали. Для притирки (доводки) стали и чугуна чаще применяют керосин с добавкой 2,5% олеиновой кислоты и 7% канифоли, что значительно повышает производительность процесса.
Доводку выполняют специальным инструментом – притиром, форма которого должна соответствовать форме обрабатываемой поверхности.
Плоские притиры представляют собой чугунные плиты, на которых доводят плоскости. Плоский притир для предварительной обработки имеет канавки глубиной и шириной 1…2мм, расположенные на расстоянии 10…15мм, в которых собираются остатки абразивного материала. Притиры для окончательной доводки делают гладкими.
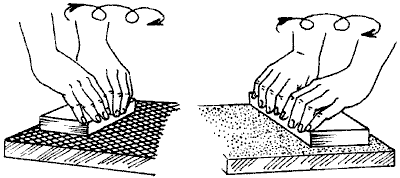
Притирка плоских поверхностей: а – предварительная; б – окончательная.
Цилиндрические притиры применяют для доводки цилиндрических отверстий. Такие притиры бывают нерегулируемыми и регулируемыми. Регулирование диаметра притира осуществляют гайками.

Шаржирование притиров твёрдым абразивным материалом. Существует два способа – прямой и косвенный.
При прямом способе абразивный порошок вдавливают в притир до работы. Круглый притир диаметром более 10мм шаржируют на твёрдой стальной плите, на которую насыпан тонким, ровным слоем абразивный порошок.
После шаржирования с притира удаляют остаток абразивного порошка волосяной щёткой, притир слегка смазывают и применяют для работы.
Косвенный способ заключается в покрытии притира слоем смазки, на которую затем посыпают абразивным порошком.
Прибавлять новый абразивный порошок во время работы не следует, так как это ведёт к снижению точности обработки.
Материалы притиров:
Притиры изготовляют из чугуна, бронзы, меди, свинца, стекла, фибры и твёрдой древесины, дуб, клён и т.п. Для доводки стальных деталей рекомендуется изготовлять притиры из чугуна средней твёрдости (НВ 100…200), для тонких и длинных притиров используют стали Ст2 и Ст3 (НВ 150…200). Стальные притиры изнашиваются быстрее, чем чугунные, поэтому смазываются пастами ГОИ с целью получения зеркальной поверхности.
Приёмы притирки и доводки:
Для производительной и точной притирки необходимо правильно выбирать и строго дозировать количество абразивных материалов, а также смазки. При притирке необходимо учитывать давление на притираемые детали. Обычно давление при притирке составляет 150…400кПа (1,5…4кгс/см ). При окончательной притирке давление надо уменьшать.
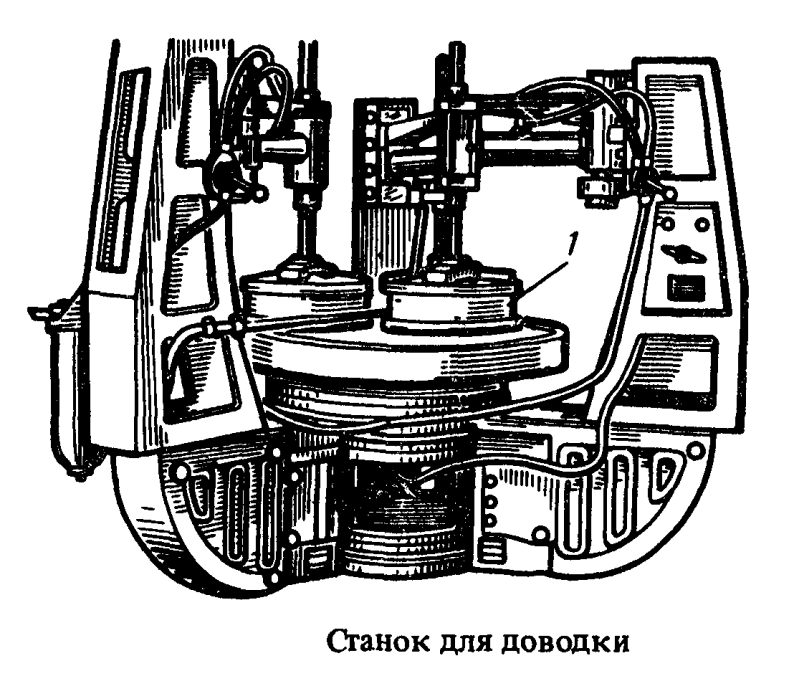
Доводка плоских поверхностей обычно производится на неподвижных чугунных доводочных плит. Доводка на плитах даёт очень хорошие результаты, поэтому на них обрабатывают детали, требующие высокую точность обработки (шаблоны, калибры, плитки и т.п.).
Предварительную доводку ведут на плите с канавками, а окончательную – на гладкой плите на одном месте, используя лишь остатки порошка, сохранившегося на детали от предыдущей операции.
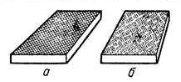
Притирка: а- плоский притир с канавками; б- плоский притир без канавок.
Контроль качества доводки:
После доводки поверхности проверяют на краску (на хорошо доведённой поверхности). Плоскость при доводке контролируют лекальной линейкой с точностью 0,001мм. Следует иметь в виду, что во избежание ошибок при контроле все измерения надо проводить при 20 С.
Самым популярным средством для полировки, пожалуй, можно назвать пасту "ГОИ", поскольку применять ее можно на самых разных поверхностях, начиная от грубых металлов и заканчивая стеклом и мягким пластиком дисплеев мобильных телефонов.
Паста "ГОИ" классифицируется:
Полировка пастой "ГОИ" может осуществляться с помощью 3 сортов пасты: грубой, средней и тонкой.
Грубая паста в составе своем имеет около 81 части окиси хрома, 5 – жира, 10 – стеарина, 2- керосина и 2 – силикагеля. Она имеет светло-зеленый оттенок, она наиболее эффективна по объемам снимаемого материала, придавая матовую поверхность. Таким видом пасты удаляют мелкие царапинки, оставшиеся на поверхностях после обработки их разными абразивными материалами (например, после шлифования).
Средняя паста состоит из 76 частей окиси хрома, 2 – силикагеля, 10 – жира, 10 – стеарина, 2- керосина; имеет чисто-зеленый цвет и дает возможность добиться чистой поверхности и ровного блеска.
Тонкая паста изготавливается из расчета 74 частей окиси хрома, 2 – керосина, 1,8 – силикагеля, 10 – стеарина, 0,2 – питьевой соды (двууглекислой), она имеет темно-зеленый и черно-зеленый оттенки и используется для доводки (тонкой притирки), придавая зеркальный блеск.
Помимо данной классификации, пасту "ГОИ" делят и по номерам, в зависимости от размеров абразивных частиц: №4 – грубая, для удаления царапин и придания матовой поверхности, №3 – средняя, для чистой поверхности без штрихов; №№ 1и 2 – тонкая, для чистой полировки, правки, зеркального блеска и доводки разного инструмента.
Механизированный инструмент:
В процессе ручной и механизированной притирки, как и при выполнении других слесарных операций, необходимо строго соблюдать правила техники безопасности:
• Так, при ручной притирке не следует слишком быстро перемещать деталь, так как она может упасть и травмировать работающего. Притираемую деталь в закрепленном в тисках притире нельзя ударять о губки тисков, в противном случае возможны ущемления пальцев и порча детали.
• Не разрешается держать руки вблизи вращающегося притира. Нажим на притираемую поверхность нужно осуществлять плавным последовательным усилием. При работе притиром, укрепленным в механизированном инструменте, нужно следить за тем, чтобы не было биения притира. Кроме того, он не должен иметь трещин, неравномерных выработок и других неисправностей.
• Обрабатываемые детали или притиры необходимо крепить в механизированном инструменте правильно и устойчиво, чтобы исключалось их смещение во время работы. Нельзя очищать притираемую поверхность голыми руками; для этого нужно пользоваться чистыми тряпками и ветошью.
• Следует помнить, что сухая обработка деталей притирами сопряжена с образованием большого количества пыли, поэтому рекомендуется работать в предохранительных очках, пользоваться защитными устройствами для отсасывания пыли и т. д.