Индукционный нагрев металлов
Под индукционным, или высокочастотным нагревом понимают нагрев при бесконтактной передаче электроэнергии в заготовку электромагнитным полем, возникающим вокруг проводника, по которому течет переменный ток.
Применение индукционного нагрева пластической и термической обработки высоколегированных сортов стали и цветных металлов целесообразно при массовом производстве. Эффективность метода определяется высокой скоростью нагрева, в результате чего практически полностью исключается окисление металла, позволяет сохранить в стали мелкое зерно, обеспечивающее высокую пластичность заготовки, что снижает расход энергии на обработку ее давлением и увеличивает срок службы кузнечно-прессового оборудования. Непосредственно сами индукционные установки занимают в цехе мало места и легко встраиваются в поточные линии.
Способ имеет и недостатки, заключающиеся в повышенном расходе электроэнергии и высокой стоимости оборудования.
Теорию, индукционного нагрева и первые промышленные установки создал В. П. Вологдин.
Основная часть любой индукционной установки — индуктор — проводник электрического тока, которому может быть придана любая форма. Обычно его изготовляют из прямоугольных медных трубок в виде цилиндрической спирали. Индуктор может быть одно- и многовитковым. На рис. 6.5 представлен (по В. Н. Богданову и С. Е. Рыскину) индуктор для нагрева цилиндрических заготовок. Нагреваемые изделия 3 располагаются внутри спирали 1, изготовленной из медных трубок. Она имеет тепловую защиту 2 из шамотных трубок. Нагреваемые заготовки перемещаются внутри индуктора по водоохлаждаемым направляющим 4. Снаружи спираль удерживается деревянными брусками 5, зажатыми между асбоцементными плитами 6. Спираль охлаждается водой, протекающей внутри нее.
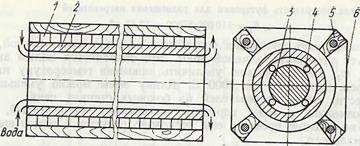
Рис. 6.5. Индуктор для нагрева целиндрических заготовок
При прохождении переменного тока через трубки внутри спирали возникает переменное электромагнитное поле. В заготовке, помещенной в индуктор, наводятся (индуктируются) переменные токи (токи Фуко), имеющие одинаковую частоту с частотой тока в спирали. Эти токи нагревают заготовку. В ней электрическая энергия преобразуется в тепловую.
Переменный ток в сечении проводника распределяется неравномерно, поэтому в проводе индуктора и заготовке максимальная плотность тока будет на поверхности. В глубь проводника плотность тока уменьшается по экспоненте. Условно принято считать, что ток распространяется в пределах определенной толщины, которую называют глубиной проникания тока  , где выделяется 90 % тепла. Значение зависит от частоты тока, магнитной проницаемости и удельной электропроводимости материала.
, где выделяется 90 % тепла. Значение зависит от частоты тока, магнитной проницаемости и удельной электропроводимости материала.
Все металлы и сплавы по магнитным свойствам подразделяют на две группы: ферромагнитные и парамагнитные. Ферромагнитные материалы (углеродистые стали, железо, никель и кобальт) обладают высокой магнитной проницаемостью. Парамагнитные материалы (жаропрочные и нержавеющие стали, латунь, мельхиор, и др.) имеют магнитную проницаемость, близкую к магнитной проницаемости вакуума.
При достижении нагреваемым материалом температуры, соответствующей точке магнитного превращения (критической точке или точке Кюри), значение магнитной проницаемости ферромагнитных материалов уменьшается в 100—200 раз и снижается до величины магнитной проницаемости вакуума, что сопровождается увеличением глубины проникания тока . Критической точке того или иного материала отвечает вполне определенная температура тела. Для стали она равна 768 °С. Поэтому различают две глубины проникания тока: до точки Кюри и после нее («горячую» глубину проникания тока), м. Для меди, нагретой до 60 °С,  . Для стали при температурах 1100 — 1200 °С
. Для стали при температурах 1100 — 1200 °С  .
.
Подводимая к индуктору электрическая энергия частично передается в нагреваемые заготовки, а меньшая часть расходуется на нагрев провода индуктора. Отношение количества энергии, передаваемой в заготовку, ко всему количеству энергии, подводимой к индуктору, называют электрическим КПД индуктора  . Его значение зависит главным образом от отношения диаметра заготовки к глубине проникания тока , т. е. определяется частотой тока. Электрический КПД растет с увеличением частоты и достигает предельного значения при
. Его значение зависит главным образом от отношения диаметра заготовки к глубине проникания тока , т. е. определяется частотой тока. Электрический КПД растет с увеличением частоты и достигает предельного значения при  .
.
 Рис.6.6. Зависимость электрического(/), термического (2) и полного (3) КПД'
Рис.6.6. Зависимость электрического(/), термического (2) и полного (3) КПД'
индуктора от соотношения диаметра заготовки и глубины проникания в нагретую сталь
Отношение количества энергии, затраченной на нагрев заготовок, к количеству энергии, переданной ей индуктором, называют термическим или тепловым КПД г\т. Он зависит не только от температуры и продолжительности нагрева, но и от размеров теплоотдающей поверхности. С увеличением величина  снижается. Полный КПД индуктора
снижается. Полный КПД индуктора
 .
.
Характер изменения всех трех коэффициентов приведен на рис. 6.6. Полный КПД индуктора зависит от частоты тока. Ниже приведены рекомендуемые частоты для нагрева стальных заготовок различного диаметра.
f, Гц 50 500 1000 2500 8000 Более 1000
, мм 150 70—160 50—120 30—80 15—40 20
Видно, что цилиндрические заготовки одного и того же диаметра, возможно, нагревать током двух или трех смежных частот. Заготовки диаметром более 50—60 мм до точки Кюри целесообразно нагревать током промышленной частоты, а выше этой точки током повышенной частоты. Нагрев токами двух частот позволяет получать достаточно высокие значения электрического КПД.
Известно два режима нагрева на этих установках: при постоянной температуре на поверхности (методический) и обычный.
 Рис. 6.7. Схема индукционной установки с машинным генератором:
Рис. 6.7. Схема индукционной установки с машинным генератором:
1 — магнитный пускатель;
2— автотрансформатор;
3 — двигатель;
4 — выпрямитель;
5 — реостат;
6 — генератор повышенной частоты;
7 — автотрансформатор;
8 — трансформатор;
9 — конденсатор;
10 — индуктор
Для реализации первого режима в начале нагрева к заготовке подводят повышенную мощность, и когда металл будет прогрет до заданной температуры на всю глубину проникания тока, мощность снижают до значения, достаточного для сохранения температуры поверхности постоянной. Плотность теплового потока и, следовательно, мощность на поверхности заготовки пропорциональны квадрату числа ампер-витков, отнесенных к единице длины индуктора. Поэтому при методическом способе нагрева число витков индуктора изменяют по длине. В «холодном» конце индуктора, куда подают заготовки, шаг спирали индуктора минимальный, а в «горячем» — максимальный. Сила тока в индукторе и темп проталкивания заготовки в этом режиме остаются неизменными. Мощность, подводимая к неподвижным заготовкам в обычном режиме нагрева, регулируется изменением силы тока в индукторе путем изменения напряжения с помощью трансформатора. Продолжительность нагрева заготовок зависит от подводимой мощности и частоты тока. Она вычисляется с использованием законов нестационарной теплопроводности или принимается по опытным данным. Ниже приведены данные о продолжительности нагрева стальных заготовок различных диаметров под обработку металлов давлением током частотой 1000 и 2500 Гц, обозначенные соответственно  и
и  :
:
 , мм 60 90 120
, мм 60 90 120
, с 60/45 180/115 450/215
, с 100/50 300/130 540/240
Цифры в числителе соответствуют обычному нагреву, а в знаменателе — ускоренному, при постоянной температуре поверхности.
В качестве источников тока повышенной частоты для питания индукционных установок используют электромашинные генераторы и статические преобразователи частоты.
Электромашинные преобразователи состоят из индукторного генератора повышенной частоты, ротор которого приводится во вращение трехфазным двигателем. Генераторы выпускают на частоту 800, 1000, 2500, 8000, 10000 Гц и мощностью до 2500 кВт. Они позволяют осуществить групповое питание нескольких установок. Их обычно устанавливают в специальных помещениях. Это самая дорогостоящая часть индукционной установки.
Ламповые генераторы преобразуют ток промышленной частоты в высокочастотный (от 60 кГц до нескольких мегагерц). Преобразование тока в генераторе проводят дважды: сначала ток промышленной частоты выпрямляют, а затем постоянный ток преобразуют в переменный высокой частоты. Простейшие преобразователи состоят из выпрямителя с анодным трансформатором, генераторной лампы (триода) и колебательного контура. Мощности таких генераторов измеряются десятками киловатт. Их обычно используют для закалки стальных изделий.
К статическим преобразователям частоты относят тиристорные и ионные преобразователи, позволяющие получать ток с частотой до 10 кГц.
В тиристорных преобразователях частоты совмещаются два процесса: выпрямление и инвертирование (преобразование постоянного тока в ток повышенной частоты). Чаще всего выпрямление и инвертирование осуществляют разные группы тиристоров.
Таблица 6.1
| Характеристика | Частота тока, Гц | ||
Оптимальная глубина закалки, мм
Время нагрева  , с
Удельная мощьность , с
Удельная мощьность  , кВт/см2 , кВт/см2
| 5/14 0,9 / 0,6 | - / 27 - / 0,4 | 1 – 1,5 - / 75 - / 0,2 |
П р и м е ч а н и е. В числителе – значения и при диаметре цилиндрической заготовки 20 мм, а в знаменателе 200 мм. Пропуски означают, что частоту, для нагрева не используют.
Основная часть ионного преобразователя — электровакуумный прибор с холодным или нагретым катодом, наполненный разреженным газом. Принцип действия преобразователя примерно такой же, что и тиристорного.
В отличие от электромашинных преобразователей статические преобразователи позволяют изменять частоту в широком диапазоне весьма простыми средствами. Это дает возможность автоматизировать и оптимизировать процесс нагрева.
Статические преобразователи имеют больший КПД, чем электромашинные. При использовании последних расход электроэнергии для нагрева стали до 1250 °С составляет 450—500 кВт-ч/т. При использовании статических преобразователей он снижается примерно на 10 %. Масса оборудования электромашинного преобразователя в 1,5—3 раза больше массы статического.
Важная часть индукционной установки — конденсаторная батарея повышенной частоты, используемая для повышения коэффициента мощности или cos  (отношение активного сопротивления одного витка к его полному сопротивлению).
(отношение активного сопротивления одного витка к его полному сопротивлению).
Принципиальная электрическая схема индукционной нагревательной установки (по В. Н. Богданову и С. Е. Рыскину) приведена на рис. 6.8.
В кузнечно-прессовых цехах индукционные установки используют главным образом для нагрева заготовок под пластическую деформацию. Для снижения удельного расхода энергии можно использовать комбинированный пламенно-индукционный нагрев. Сначала заготовки нагревают до 800—900 °С в пламенной печи, а затем в индукционных установках.
Индукционный нагрев стальных заготовок часто используют и для термообработки, например закалки. Закалка проводится с целью повышения твердости поверхностных слоев с сохранением «мягкой» сердцевины, что достигается при нагреве поверхностных слоев и быстром охлаждении в воздушной, масляной или водяной среде.
Для сокращения расхода электроэнергии можно рекомендовать предварительный подогрев массивных изделий в газовых печах, что будет сопровождаться также увеличением глубины закаленного слоя.