Литье по выплавляемым моделям
Литье по выплавляемым моделям – процесс получения отливок из расплавленного Ме в формах, рабочая полость к-рых образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании.
Выплавляемые модели изготавливают в пресс-формах из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. После затвердевания модельного состава пресс-форма раскрывается и модель выталкивается в холодную воду.
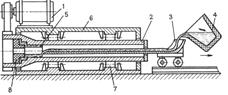
 Затем модели собираются в модельные блоки с общей литниковой системой припаиванием, приклеиванием или механическим креплением. Формы изготавливают многократным погружением модельного блока в специальную жидкую огнеупорную смесь 5, налитую в емкость 4 с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3…5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Затем модели собираются в модельные блоки с общей литниковой системой припаиванием, приклеиванием или механическим креплением. Формы изготавливают многократным погружением модельного блока в специальную жидкую огнеупорную смесь 5, налитую в емкость 4 с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3…5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6…8 часов при температуре 850…950 0C для удаления остатков модельного состава, испарения воды.
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. После затвердевания залитого Ме и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
Недостатком является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и др. отраслевой промыш-ти. Используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность).