Общие положения
Метод измерения микрометрическими инструментами прямой, абсолютный. Диапазон измерений обеспечивается измерительным перемещением микрометрического винта и составляет 25мм (0-25; 25-50; 50-75 и т. д.).
Верхний предел измеряемых величин для каждого типа микрометрического инструмента устанавливается соответствующим стандартом. Так, например, для гладкого микрометра типа МК наибольшим размером является размер 600 мм, для микрометра зубомерного типа МЗ – 300 мм, для микрометров со вставками типа МВМ – 350 мм, для глубиномера — 150 мм и т. д. Микрометрические инструменты имеют механизм, стабилизирующий измерительное усилие.
Погрешность измерения состоит из погрешности инструмента, погрешности метода измерения и др. Инструментальная погрешность микрометров обычно не превышает ±5 мкм (±0,005 мм).
Под основной погрешностью измерительного средства понимается величина отклонения результата измерения от размера эталона, полученная при поверке инструмента. Величина отсчета инструментов составляет 0,01 мм.
Микрометры общего назначенияподразделяются на следующие типы:
МК — микрометры гладкие для измерения наружных размеров изделий;
МЗ — микрометры зубомерные для контроля длины общей нормали зубчатых колес;
МТ — микрометры трубные для измерения толщины стенок труб;
МП — микрометры для проволоки.
Пример условного обозначения гладкого микрометра с диапазоном измерения 25-50 мм 1-го класса точности: Микрометр МК-50-1 ГОСТ 6507-90.
Микрометры со вставками используются для специальных измерений и по ГОСТ 4380 —86 подразделяются на:
МВМ микрометры со вставками для измерения среднего диаметра метрических и дюймовых резьб;
МВТ — для измерения среднего диаметра трапецеидальных резьб;
МВП — с плоскими вставками для измерений деталей из мягких материалов.
Пример условного обозначения резьбового микрометра с диапазоном измерений 0-25 мм: Микрометр МВМ 0-25 ГОСТ 4380-93.
Глубиномеры микрометрические (ГОСТ 7470-92) изготавливаются 1-го и 2-го классов точности с диапазонами измерений 0-100, 0-150 мм.
Диапазоны измерений обеспечиваются набором сменных измерительных стержней (рис. 2.3).
Пример условного обозначения глубиномера микрометрического с диапазоном измерений 0-100 мм: Глубиномер ГМ 100 ГОСТ 7470-92.
Микрометрические нутромеры (ГОСТ 10 — 88) выпускаются с пределами измерения 0-75; 75-175; 75-600; 150-1250; 600-2500; 1250-4000; 2500-6000 мм. Диапазон измерений достигается за счет сменных удлинительных стержней.
Пример условного обозначения нутромера микрометрического с верхним пределом измерений 175 мм: Нутромер НМ 175 ГОСТ 10-88.
На рисунках 2.1–2.4 показаны микрометрические инструменты.
Микрометр со вставками
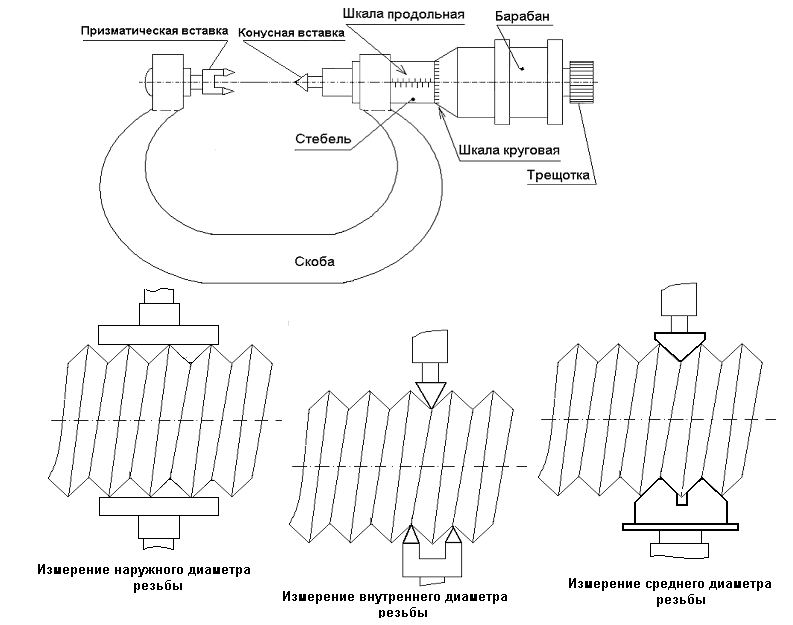
Рис. 2.1
Гладкий микрометр
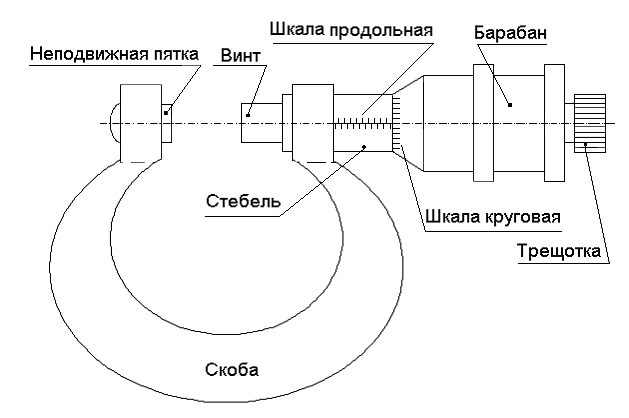
Рис. 2.2
Микрометрический глубиномер

Рис. 2.3
Микрометрический нутромер
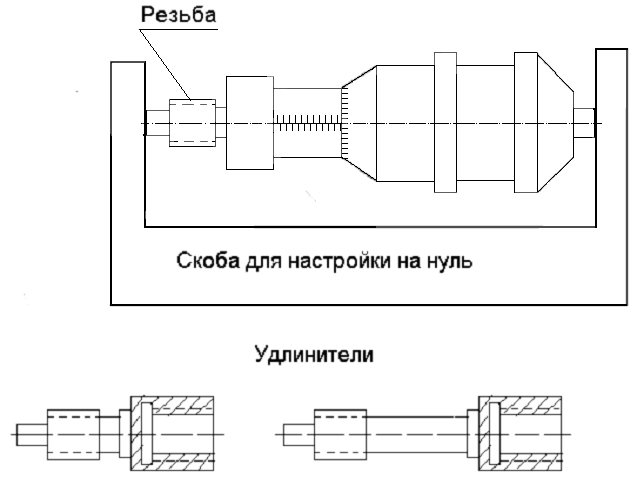
Рис. 2.4
Общими элементами микрометрических инструментов являются: стебель с линейной шкалой, микрометрический винт с трещоткой и стопорным устройством, барабан с круговой шкалой (рис 2.5).
Цена деления круговой шкалы определяется отношением шага резьбы микрометрического винта (0,5 мм) к числу делений (50 делений) и равна 0,01 мм. Цена деления и диапазон измерений указываются на лицевой стороне инструмента.
Микрометрический инструмент выбирают по типу (в зависимости от объекта измерения), по пределам измерения и классу точности в зависимости от размера и допускаемой погрешности измерения по ГОСТ 8.051-81.
Отсчетное устройство микрометрических инструментов
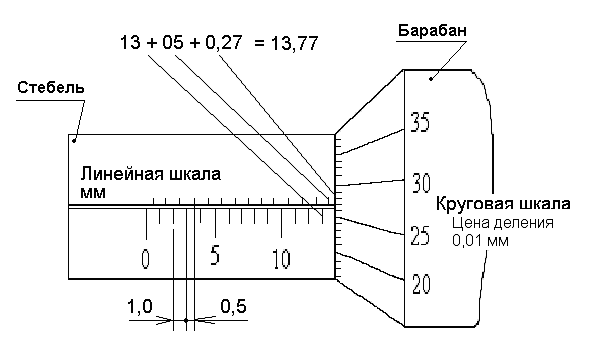
Рис. 2.5
Перед началом измерений микрометром типа МК с пределом измерения до 25 мм требуется проверить установку его в нулевое положение. Для этого необходимо выполнить следующие действия: протереть бумагой или мягкой тканью измерительные поверхности пятки и микровинта (см. рис. 2.2); вращением микрометрического винта с помощью трещотки довести измерительные поверхности до соприкосновения. При этом скошенный край барабана должен установиться так, чтобы был виден нулевой штрих продольной (миллиметровой) шкалы, а нулевое деление круговой шкалы было расположено против продольного штриха стебля. Если такое расположение штрихов не соблюдается, то микрометрический инструмент нужно настроить (установить его на нуль), в противном случае его показания будут неверны
Гладкие микрометры с диапазоном измерений 25-50 мм, 50-75 мм:
75-100 мм и др. настраиваются на нуль аналогично, но при этом используется установочная мера, равная нижнему пределу измерения
микрометра - 25, 50, 75 мм и др. соответственно. После соприкосновения измерительных поверхностей микрометра с установочной мерой нулевой штрих круговой шкалы барабана должен совпадать с продольным штрихом стебля. Установочные меры поставляются в комплекте с микрометрами.
Микрометрический глубиномер с диапазоном измерений 0-25 мм
устанавливается на нуль с использованием поверочной плиты. Барабан
глубиномера вывертывается до полного утопления измерительного стержня микровинта в отверстии основания. Затем основание инструмента плотно
прижимается к плите и вращением за трещотку микровинт возвращается до соприкосновения измерительной поверхности стержня с поверхностью плиты. Стопором фиксируется положение микровинта. Это и есть нулевое положение, при котором штрих нулевого деления круговой шкалы барабана должен быть расположен против продольного штриха стебля. В противном случае глубиномер необходимо установить на нуль. Последовательность действий при установке на нуль аналогична настройке гладкого микрометра. Обратим внимание на порядок цифр шкалы стебля и круговой шкалы барабана глубиномера. Расположение цифр шкал глубиномера и гладкого микрометра противоположно. Такая их организация улучшает процесс измерения.
Порядок настройки глубиномеров с большими значениями измеряемой величины (50-75; 75-100 мм) не отличается от порядка настройки глубиномера 0-25 мм. Увеличение предела измерений инструментов достигается применением сменных (дополнительных) измерительных стержней. Кроме сменных стержней, к таким инструментам прилагаются установочные меры, которые представляют собой втулки определенной длины — 50, 75, 100 мм.
Настройка на нуль резьбового микрометра аналогична настройке
гладкого микрометра, но для резьбового микрометра необходимо предварительно выбрать вставки в зависимости от шага и
типа резьбы (призматическая вставка устанавливается в отверстие пятки,
конусная — в отверстие микровинта (рис. 2.1). Особенность установки
на нуль резьбового микрометра с пределами измерения 25-50 мм заключается в том, что она проводится с использованием специальной меры и перемещением положения пятки инструмента относительно микровинта.
Микрометрический нутромер установить на нуль можно с
помощью концевых мер длины или специальной скобы, прилагаемой к
инструменту (рис. 2.4). На головку нутромера навинчивается такой
удлинитель, чтобы длина нутромера соответствовала размеру скобы.
Нужно нутромер поместить между измерительными поверхностями скобы и вращением барабана довести его измерительные поверхности до соприкосновения с поверхностями скобы. Застопорить микровинт, проверить появление нуля продольной шкалы и совпадение нулевого штриха круговой шкалы с продольным штрихом стебля. При несовпадении установка "на нуль " проводится так же, как и для гладкого микрометра.
После настройки микрометрического инструмента на нуль можно
проводить измерения. Для облегчения работы необходимо использовать
стойки, штативы и другие приспособления для крепления измерительных
инструментов и деталей. Во время измерений относительные перекосы
измерительных поверхностей должны быть исключены. Совмещение
измерительных поверхностей микрометров осуществляется аккуратным
вращением микровинта за трещотку до трех щелчков.
При определении размеров заданной цилиндрической поверхности
(по указанию преподавателя) измерение нужно произвести в трех сечениях
и в каждом сечении в двух взаимно перпендикулярных направлениях.