При пайке электронных компонентов следует избегать их перегрева для предотвращения выхода из строя.
4. Пайка. Пайказаключается в соединении деталей с помощью расплавленного припоя. Выбор припоязависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др.
При монтаже РЭА наиболее широко применяются легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в табл. 8.2. Буквы ПОС в марке припоя означают припой оловянисто-свинцовый, цифры — содержание олова
в процентах. Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Например, ПОССу 4—6 — оловянно-свинцовый припой с добавлением сурьмы (3—4 % олова, 5—6 % сурьмы), ПОСК 50 — кадмия, ПОСВ 33 — висмута.
Таблица 8.2
| Марка | Темпе-ратура плавле-ния, °С | Применение |
| ПОС 61 | Лужение и пайка тонких спиральных пружин в измерительных приборах и др. Пайка тонких выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность | |
| ПОС 50 | То же, но когда допускается более высокий нагрев, чем при ПОС 61 | |
| ПОС 90 | Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) | |
| ПОС 40 | Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединений проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС 50 или ПОС 61 | |
| ПОС 30 | Лужение и пайка механических деталей неответственного назначения из меди и ее сплавов, стали и железа | |
| ПОС 18 | Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и ее сплавов, оцинкованного железа, стали | |
| ПОССу 4-6 | Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем | |
| ПОСК 50 | Пайка деталей из меди и ее сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов | |
| ПОСВ 33 | Пайка плавких предохранителей | |
| ПОСК 47-17 | Пайка проводов и выводов элементов к слою серебра, нанесенного на керамику методом вжигания | |
| Сплав Розе | 97,3 | Лужение и пайка, когда требуется особо низкая температура плавления припоя |
| Сплав д’Арсе | 79,0 | |
| Сплав Вуда | 60,5 |
 Пары некоторых припоев ядовиты, поэтому пайку следует проводить в хорошо проветриваемых помещениях.
Пары некоторых припоев ядовиты, поэтому пайку следует проводить в хорошо проветриваемых помещениях.
При пайке соединяемые проводники следует располагать так, как показано на рис. 8.1. Допускается скручивание двух облуженных проводников перед пайкой.

Рис. 8.1 – Пайка двух проводников
Спай после затвердевания привоя должен быть блестящий, без раковин и трещин. Если поверхность спая матовая, то температура во время пайки была слишком высокая или время пайки слишком большое. Если припой рыхлый, трескается и осыпается, то температура слишком маленькая для нормального расплавления припоя.
5. Промывка. Остатки флюса, особенно активного, и продукты его разложения необходимо удалять сразу после пайки, т. к. они загрязняют места соединений и способствуют коррозии. Промывку можно осуществлять спиртом или спирто-бензиновой смесью. Остатки канифоли не представляют опасности, т. к. она не гигроскопична и является хорошим диэлектриком.
Навесной монтаж
При навесном монтажесоединения элементов осуществляется с помощью проводов. Такой способ может применяться для выполнения соединений между блоками устройств. Его также можно использовать для соединения электронных компонентов на плате, но такой способ мало технологичен, имеет большую трудоемкость и в настоящее время применяется очень редко (например для опытно-конструкторских работ, требующих внесения изменений в схему в процессе разработки изделия) 8.3 Печатный монтаж
Печатная плата(ПП, в англоязычной литературе – PCB) представляет собой плоское изоляционное основание, на одной или обеих сторонах которого расположены токопроводящие полоски металла в соответствии с электрической схемой. Существуют также многослойные печатные платы.
Печатные платы позволяют осуществлять монтаж элементов с помощью автоматических или полуавтоматических установок.
Элементы на ПП могут монтироваться в отверстия (рис. 8.2, а) или припаиваться непосредственно к фольге (рис. 8.2, б). В последнем случае монтаж называется поверхностным. Для него используются компоненты в SMD – исполнении (SMD - surface mounted device — прибор, монтируемый на поверхность). Часто на одной плате сочетают оба способа монтажа. Так например по SMD-технологии может быть смонтировано большинство элементов (микросхемы, резисторы, керамические конденсаторы, транзисторы, диоды), а в отверстия устанавливаются разъемы, мощные транзисторы с теплоотводами, переключатели, переменные резисторы.
а

б
Рис. 8.2. Печатные платы: а- для монтажа выводных элементов в отверстия; б- для поверхностного монтажа
Процесс изготовления печатных плат включает следующие этапы:
1.Размещение элементов на ПП и разработка рисунка ПП (трассировка).
2.Изготовление фотошаблонов
3.Нанесение на фольгированную заготовку из изоляционного материала фоторезиста– фоточувствительного слоя, предназначенного для получения рисунка проводников.
4.Экспонирование фоторезиста через фотошаблон
5.Проявка фоторезиста
6.Травление платы
7.Подготовка к монтажу
Разработка ППосуществляется с помощью систем автоматизированного проектирования (САПР). В настоящее время существует много программных средств, позволяющих реализовать этот этап. Широкое распространение получила САПР P-CAD. Этот этап также позволяет реализовать программа Ultiboard, входящая в состав пакета Multisim. Подробно этот этап будет рассмотрен в рамках дисциплины «Конструкторско-технологическое обеспечение производства ЭВМ».
Далее осуществляется изготовление фотошаблонов, представляющих собой пленку с рисунком дорожек ПП, непрозрачном для ультрафиолетовых лучей. В зависимости от типа фоторезиста фотошаблон может быть позитивным (черные дорожки, прозрачные промежутки) или негативным (черные промежутки, прозрачные дорожки).
Далее осуществляется нанесение фоторезиста. Фоторезист может быть позитивным (засвеченные участки смываются) или негативным (засвеченные участки остаются), жидким или сухим пленочным. Пленочный фоторезист наносят на специальном оборудовании – ламинаторах.
Экспонирование фоторезиста осуществляется в ультрафиолетовых установках.
Далее осуществляется проявка. В настоящее время широкое распространение получили фоторезисты водно-щелочного проявления. Их проявка осуществляется в 1 – 2% растворе карбоната кальция (Ca2CO3). В результате проявки на медной фольге формируется защитный слой в в виде рисунка будущих печатных проводников.
Травление ПП заключается в удалении медной фольги с участков, не защищенных слоем фоторезиста. Травление осуществляется в растворе хлорной меди или хлорного железа. После травления производится промывка и удаление фоторезиста. При изготовлении двусторонних и многослойных плат бывает необходима металлизация отверстий.
При подготовке к монтажу производится сверление отверстий под выводы электронных компонентов, нанесение паяльной маски, конструкторских обозначений элементов, лужение.
Порядок сборки электронных устройств
Для предотвращения повреждение электронных компонентов в процессе монтажа сборку РЭА необходимо производить в следующей последовательности:
1. Производится лужение выводов электронных компонентов и контактных площадок на ПП.
2. Сначала монтируются проволочные перемычки (если они есть).
3. Устанавливаются пассивные компоненты – резисторы, конденсаторы, дроссели.
4. Производится монтаж диодов и биполярных транзисторов. При этом необходимо предотвращать перегрев полупроводниковых приборов. Пайка или лужение одного вывода должно длиться не более 3 секунд. После этого необходимо дать остыть элементу, после чего можно приступать к пайке следующего вывода.
5. Осуществляется установка полевых транзисторов и микросхем, выполненных по технологии КМОП.
 Эти элементы могут быть повреждены статическим электричеством, поэтому при их монтаже следует соблюдать следующие правила:
Эти элементы могут быть повреждены статическим электричеством, поэтому при их монтаже следует соблюдать следующие правила:
- Для исключения пробоя за счет статического электричества потенциалы монтируемой платы, паяльника и тела монтажника должны быть уравнены. При этом для исключения поражения электрическим током следует пользоваться низковольтным паяльником с хорошей гальванической развязкой от сети.
- При монтаже свободной рукой следует касаться шин питания монтируемой платы.
- Если микросхема лежит в металлической коробке или ее выводы упакованы в фольгу, прежде чем взять микросхему, следует дотронуться до коробки или фольги.
- Надежная защита достигается при монтаже микросхемы, завернутой в фольгу. При этом все ее выводы замкнуты и имеют одинаковый потенциал, что исключает повреждение статическим электричеством. После монтажа фольгу необходимо полностью удалить.
6. Монтируются элементы, которые из-за конструктивных особенностей устройства могут быть смонтированы только после установки всех элементов.
 При монтаже любых электронных компонентов следует избегать изгибания выводов под прямым углом. Изгиб должен иметь форму дуги. Для этого удобно пользоваться круглогубцами.
При монтаже любых электронных компонентов следует избегать изгибания выводов под прямым углом. Изгиб должен иметь форму дуги. Для этого удобно пользоваться круглогубцами.
9. Схемы для сборки
Симметричный мультивибратор
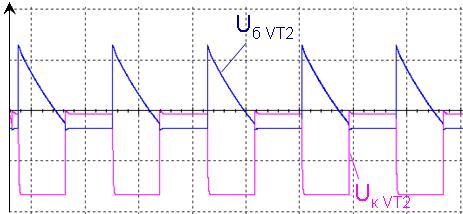
Принципиальная электрическая схема симметричного мультивибратора показана на рис. 9.1, а), а на рис. 9.1, б) представлена временная диаграмма, поясняющая его работу.

а
б
Рис. 9.1. Мультивибратор. Схема электрическая принципиальная и осциллограмма напряжений
Транзисторы попеременно открываются и закрываются, в результате чего мультивибратор генерирует электрические колебания. Частота этих колебаний зависит от номиналов С1, С2, R2, R3 и определяется по формуле:
 , где
, где  ,
,  .
.
В симметричном мультивибраторе R2=R3, C1=C2. Симметричный мультивибратор генерирует сигнал, в котором длительность импульса и паузы равны (меандр). Период колебаний определяется по формуле:
T=1,4∙R2C1.
Мультивибратор собирается на односторонней печатной плате, чертеж которой приведен на рис. 9.2.


а б
Рис. 9.2. Печатная плата мультивибратора: а- вид со стороны установки деталей; б- вид со стороны печатных проводников
Плата рассчитана на установку резисторов МЛТ-0,125 или аналогичных, конденсаторов К50-35. Транзисторы КТ361А могут быть заменены на КТ361, КТ3107 с любым буквенным индексом и на аналогичные по параметрам. В схеме могут быть применены транзисторы структуры n-p-n, например, КТ315, КТ3102 с любым буквенным индексом, но при этом придется изменить полярность питающего напряжения, а также полярность включения конденсаторов и светодиодов.
