Расчет потребного количества оборудования
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Дипломного проектирования
.
Исходные данные:
· технологический процесс изготовления изделия;
· нормы штучного времени по каждой операции технологического процесса (Тшт), мин (час);
· годовая программа выпуска изделий (N), шт.;
· режим работы участка – пятидневная рабочая неделя с двумя выходными днями;
· число смен работы участка (S) – 2 смены;
· продолжительность смены – 8 часов;
· масса заготовки, кг;
· масса готового изделия, кг;
· марка стали;
· оборудование:
- наименование,
- модель,
- габаритные размеры (длина х ширина),
- мощность электродвигателей, кВт,
- цена, руб.;
· часовые тарифные ставки (Тсд) по разрядам, руб./час.
ОРГАНИИЗАЦИОННАЯ ЧАСТЬ
Расчет потребного количества оборудования
При непоточной форме организации производства расчет количества оборудования ведется по типам оборудования по формуле:
 , (1)
, (1)
где Ср – расчетное количество оборудования (станков) данного типа, шт.;
Тшт– норма время на операцию, выполняемую на данном типе оборудования, мин. (час.);
N – годовой объем выпуска изделий, шт.;
Fд – действительный годовой фонд времени работы единицы оборудования, час;
60 – переводный коэффициент из часов в минуты (применяется в том случае, если Тшт дано в минутах).
При поточной организации производства количество оборудования определяют для отдельных операций по формуле:
 , (2)
, (2)
где r – такт потока – количество времени, необходимое для выпуска единицы изделия, мин.
Такт потока определяется по формуле:
 , (3)
, (3)
где Fд – действительный годовой фонд времени работы единицы оборудования, час;
N – годовой объем выпуска изделий, шт.;
60 – переводный коэффициент из часов в минуты (применяется в том случае, если Тшт дано в минутах).
Действительный годовой фонд времени работы единицы оборудования в часах при пятидневной рабочей неделе с двумя выходными днями может быть рассчитан по формуле:
 , (4)
, (4)
где в.д. – количество выходных дней (субботы и воскресенья) = 104 дня;
п.д. – количество праздничных дней = 10 дней;
п.п.д. – количество предпраздничных дней (продолжительность рабочего дня меньше на 1 час) = 8 дней;
Z – число смен работы оборудования;
Кр – коэффициент, учитывающий время пребывания станка в ремонте (при двухсменном режиме работы принимается = 0,95).
Если расчетное количество оборудования Ср получается дробным, то его округляют в сторону увеличения до ближайшего целого числа, которое определяет количество принятого оборудования Сп (например: Ср = 3,41, Сп = 4 ед.).
Расчет коэффициента загрузки данного типа оборудования ведется по формуле:
 , (5)
, (5)
Средний коэффициент загрузки оборудования определяем по формуле:
 , (6)
, (6)
где åСр – общее количество расчетного оборудования;
åСп – общее количество принятого оборудования.
Работу оборудования можно признать достаточно эффективной, если средний коэффициенты загрузки находится в пределах 0,8…0,85 (т.е. Кср.з ≥ 0,8).
Если по расчету средний коэффициент загрузки получается меньше 0,8, то оборудование дозагружается за счет производства другой номенклатуры изделий, выпускаемых на данном участке.
На основании производственных расчетов строится график загрузки оборудования участка (пример графика показан на рисунке).
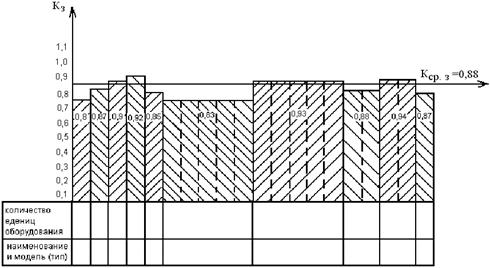
Рис. 1 – Эскиз графика загрузки оборудования
После выполненного расчета составляют сводную ведомость оборудования по форме, представленной в таблице 1.
Таблица 1
Сводная ведомость оборудования
| Наименование оборудования | Модель | Количество станков | Габаритные размеры (длина и ширина), мм | Мощность электродвигателей, кВт | Цена станка, руб. | Общие затраты на оборудование с монтажом, руб. | Общие затраты на всё оборудование с монтажом, руб. | |
| одного станка | всех станков | |||||||
| Разметочная плита | РП | 6000 х 3000 | - | - | ||||
| Гильотинные ножницы | Н3121 | 3600 х 2500 | 18,5 | 37,0 | ||||
| … | … | … | … | … | … | … | … | … |
| Итого: | 215,0 |
Затраты на транспортировку и монтаж станка принимают в среднем 15% от его стоимости.