ПРОЕКТИРОВАНИЕ И ОСОБЕННОСТИ ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ ПРЕСС - ФОРМ
Пресс-форму проектируют на основании чертежа отливки, которую разрабатывает конструктор-литейщик по чертежу детали. На чертеже отливки указываются припуски на механическую обработку (по ГОСТ 26645-85), линия разъема пресс-формы, положение отливки при заливке, расположение стержней, место подвода металла, размеры литниковой системы и технические требования к отливке, в соответствии с ГОСТ 3.1125-88 допускается на копии чертежа детали указывать линию. Конструкция будущей пресс-формы выбирается литейщиком исходя из собственного опыта, парка оборудования на предприятии-изготовителе и чертежей пресс-форм для аналогичных отливок.
Размеры рабочей полости пресс-формы должны учитывать усадку модельного состава, расширение оболочки при прокаливании и усадку металла отливки.
Линейные размеры рабочей полости пресс-формы обычно рассчитывают по следующей приближенной формуле: ln = lотл (1+K)
где lп - расчетный размер полости пресс-формы в мм,
lотл - размер отливки по чертежу в мм,
К - коэффициент суммарной усадки.
По данным различных предприятий величина К находится в пределах от 0 до 0,03.
Для беспрепятственного удаления модели из пресс-форм на поверхностях рабочей полости пресс-формы, перпендикулярных поверхности разъема, предусматриваются литейные уклоны.
При проектировании пресс-форм на кафедре графики предлагается принять коэффициент суммарной усадки 0,02, а угол литейного уклона -2 градуса в сторону увеличения наружных размеров отливки и в сторону уменьшения внутренних размеров. Матрицы пресс-форм, массивные стержни и вставки предлагается проектировать из алюминиевого сплава Д 1 по ГОСТ 4784-97, тонкие стержни из стали марки 45 по ГОСТ 1050-88.
В настоящее время не разработано единых стандартов по правилам оформления чертежей литейной оснастки. На предприятиях часто пользуются следующими рекомендациями при выполнении чертежей пресс-форм:
1. Пресс-форму изображают в сомкнутом положении перед запрессовкой модельной массы;
2. Главный вид, как правило, представляет собой наиболее информативный разрез пресс-формы. Разъем пресс-формы на главном виде обычно располагают горизонтально;
3. На чертеже представляют минимально необходимое количество видов и разрезов, достаточных для выяснения формы и размеров конструктивных элементов пресс-формы, а также для сборки.
4. На дополнительных видах допускается показывать пресс-форму в разомкнутом положении, снабдив вид соответствующей надписью, например, «Верхняя матрица поз. 1 не показана" или "План низа". В разомкнутом положении, как правило, изображают не более двух видов: план низа (вид на нижнюю матрицу по разъему) и план верха (вид на верхнюю матрицу по разъему);
5. План низа обычно располагают в прямой проекционной связи с главным видом. При этом не приводят указания о том, что верхняя часть не показана и надпись "План низа" не наносят;
6. Линии (обозначения) секущих плоскостей разрезов допускается указывать на плане низа. При этом на самом разрезе изображается пресс-форма в целом, а не только ее нижняя часть.
7. Обычно этапы проектирования чертежа общего вида и сборочного чертежа пресс-формы объединяют в один этап. В этом случае чертеж пресс-формы включает в себя сведения для разработки рабочих чертежей деталей, а также информацию необходимую для сборки Чертеж выполняют с условностями и упрощениями, предусмотренными стандартами для сборочных чертежей (см. с. 6 – 7). Чертеж снабжают спецификацией (см. с. 13-14).
На с.12в качестве примера представлены сборочный чертеж пресс-формы, предназначенный для деталирования и сборки, а также спецификация к чертежу. Сборочный чертеж снабжается пояснительной запиской. В учебном варианте пояснительная записка должна включать обоснование выбранного варианта конструкции, описание предназначения данной пресс-формы и составных ее частей, а также порядок ее сборки и разборки.
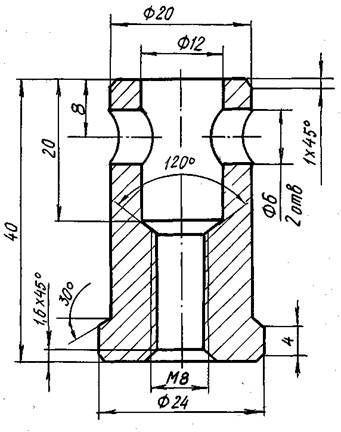
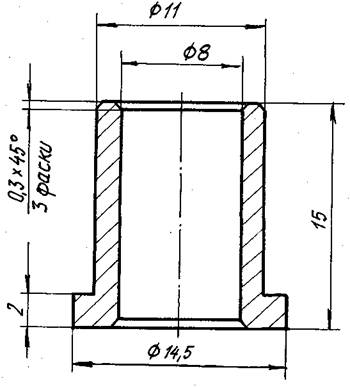
После выполнения чертежа пресс-формы конструктор-литейщик разрабатывает чертежи всех оригинальных деталей, входящих в состав пресс-формы. Пример учебного варианта рабочего чертежа детали пресс-формы показан в приложении 3 на с.15 .
КГ.
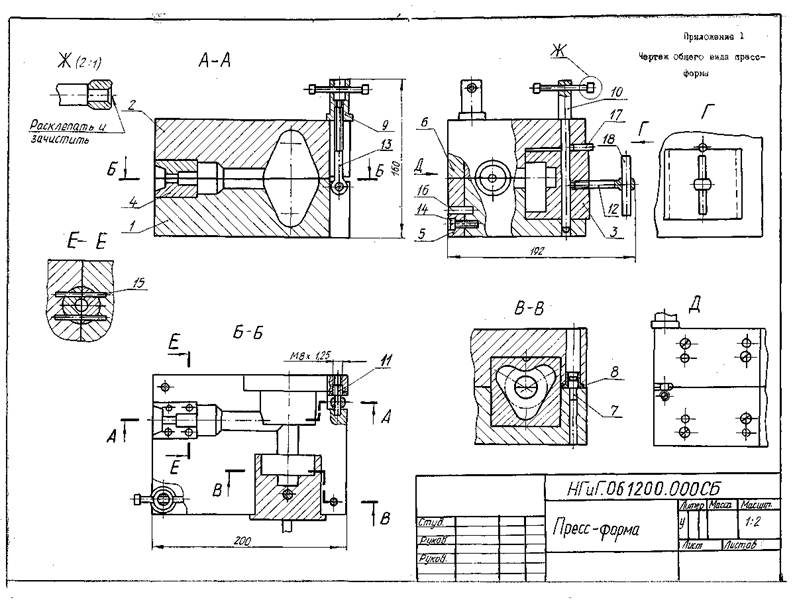 ПРИЛОЖЕНИЕ 1. СБОРОЧНЫЙ ЧЕРТЕЖ
ПРИЛОЖЕНИЕ 1. СБОРОЧНЫЙ ЧЕРТЕЖ

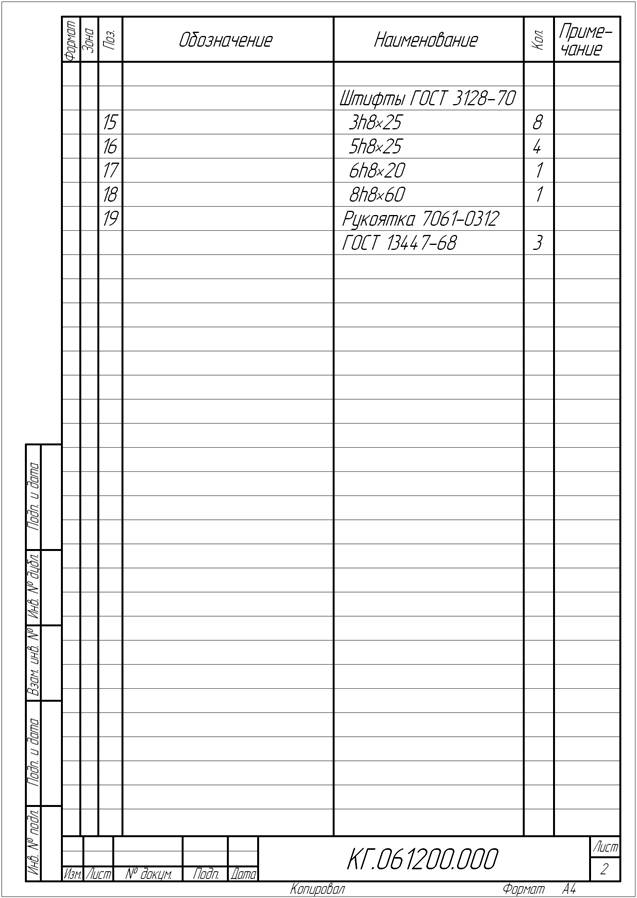
ПРИЛОЖЕНИЕ 2. СПЕЦИФИКАЦИЯ

ПРИЛОЖЕНИЕ 3. Чертеж детали.
КГ.
ПРИЛОЖЕНИЕ 4
Болты откидные
(Выписка из ГОСТ 3033-79 Болты откидные)
Для крепления матриц пресс-форм рекомендуются откидные болты с указанными ниже размерами.
Длину болта lи длину нарезки резьбы l0 необходимо выбиратъ из следующего ряда (размер l0 указан в скобках): 36(20), 40(25), 45(30), 50(30), 55(35), 60(35), 65(35), 70(40), 75(45), 80(45).
Пример обозначения болта с диаметром резьбы 8 мм и длиной ( l ) 80 мм:
Болт откидной М8´80 ГОСТ 3033-79.
ПРИЛОЖЕНИЕ 5
Рукоятки для стержней, фиксаторов и гаек пресс-форм (Выписка из ГОСТ 13447-68 Рукоятки подвижные для станочных приспособлений. Конструкция)

Обозначение подвижной рукоятки диаметром 5 мм и длиной 50 мм:
Рукоятка 7061-0312 ГОСТ 13447-68
Рукоятка состоит из ручки (дет.1) и двух колец (дет.2)
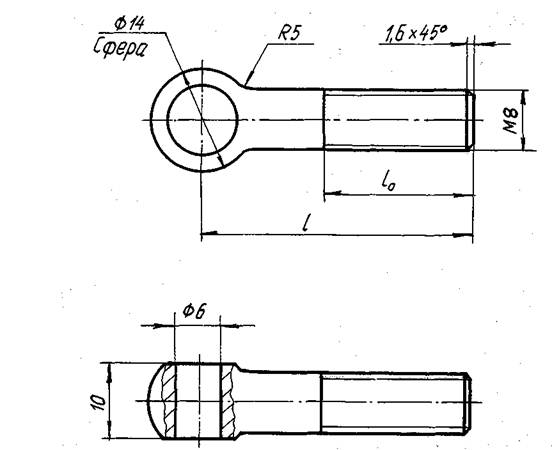
ПРИЛОЖЕНИЕ 6. Штырь пресс-форм
| |||||
| |||||
|

|
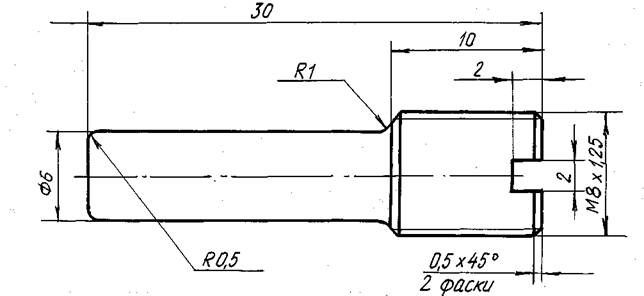
ПРИЛОЖЕНИЕ 8. Винт для крепления откидного болта
|
| |||||
| |||||
| |||||