Методы стандартизации
Для нахождения оптимального решения повторяющихся задач и узаконивания его в качестве норм и правил необходим комплекс соответствующих методов.
Метод стандартизации — это прием или совокупность приемов, с помощью которых достигаются цели стандартизации.
Основными методами стандартизации являются унификация, типизация, агрегатирование.
Унификация.Термин «унификация» происходит от латинских слов unio — единство и facere — делать и обозначает «приводить что-либо к единой норме, к единой форме, к единообразию или системе». В широком смысле унификация — это научно-технический метод определения и регламентации оптимальной и сокращенной номенклатуры объектов одинакового функционального назначения. Унифицированным является изделие (узел, деталь, конструктивный элемент, технологический процесс и т. д.), которое создано на базе некоторого количества ранее существовавших различных исполнений путем приведения их к единому исполнению, заменяющему любое из первичных.
На 17-й сессии Совета ISO было принято предложенное французскими стандартизаторами определение термина унификация. «Унификация — вид стандартизации, состоящий в объединении в один документ двух или более технических условий с таким расчетом, чтобы регламентируемые документом изделия были взаимозаменяемыми». Это определение несколько необычно для отечественной практики, но подчеркивает приоритет технической документации и не противоречит приведенному в предыдущем абзаце определению.
Часто унификацию пытаются привести к одной простой схеме: унификация — сокращение — число изделий (номенклатура). Подобная процедура определена международным термином «симплификация», под которой понимается элементарный вид унификации, основанный на простом сокращении наименее употребительных элементов, — ограничительная унификация. Тем не менее, проводя унификацию, зачастую не сокращают типоразмерный ряд изделий, а увеличивают. В зависимости от целей, задач и конкретных способов реализации следует различать три вида унификации: заимствование, построение рядов, сокращение (симплификация).
Унификация заимствованием — это использование в каком-либо изделии при его проектировании ранее разработанных деталей, узлов, элементов конструкций, технологических процессов и т. п. Заимствование может проводиться как из предыдущих моделей данного изделия, так и из изделий другого функционального назначения. Заимствование может происходить нерегламентируемо (стихийно), однако необходимо убедиться в том, что конкретное заимствование не противоречит действующим НД.
Унификация построением рядов — это построение оптимальных рядов изделий, которые по своему функциональному назначению заменяют неунифицированные изделия. В этом случае разрабатываются типовые решения для создания новых изделий, процессов или проведения соответствующих работ. Такой вид унификации используется тогда, когда предполагается полная или существенная смена изготавливаемой продукции. Результатом разработки типовых решений будут унифицированные детали, узлы, технологические операции и процессы, агрегаты, базовые конструкции и базовые изделия, ряды изделий, параметров и т. д.
Унификация данного типа завершается созданием стандарта или альбомом унифицированных конструкций. Таким образом, при унификации заимствованием типоразмеры детали получают из проектной документации (чертежей) соответствующих изделий, а при унификации построением рядов — из НД (рис. 17.3). Полностью унифицированная деталь — это деталь, изготовленная по унифицированному рабочему чертежу. Деталь в этом случае получает определенное обозначение, которое полностью и однозначно определяет все ее характеристики.
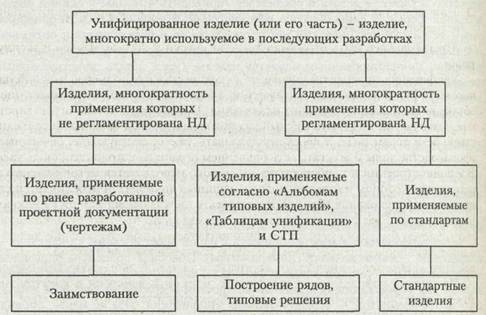
Рис. 17.3.Взаимосвязь понятий «унифицированное изделие»
Типизация. Под типизацией объектов стандартизации понимается метод стандартизации, заключающийся в установлении типовых объектов для данной совокупности и принимаемых за основу (базу) при создании других объектов, близких по функциональному назначению. Этот метод часто называют методом базовых конструкций, так как в процессе типизации выбирается объект, наиболее характерный для данной совокупности, с оптимальными свойствами, а для получения конкретного объекта (изделия, технологического процесса) выбранный типовой объект может лишь частично изменяться или дорабатываться. Возможность определенных преобразований отобранных объектов отличает типизацию от селекции — деятельности, заключающейся в простом отборе конкретных объектов, которые признаются целесообразными для дальнейшего производства и применения.
Агрегатирование. Под термином «агрегатирование» понимается метод создания (компоновки) машин, приборов и оборудования из отдельных стандартных (взаимозаменяемых, унифицированных) узлов, многократно используемых при создании различных изделий. Каждый узел (агрегат) выполняет определенную функцию и представляет собой законченное изделие. Агрегат — это укрупненный унифицированный узел машины или прибора, который обладает следующими свойствами:
· отделимостью и полной взаимозаменяемостью;
· завершенностью в функциональном отношении. Под завершенностью в данном случае понимается возможность самостоятельно выполнять определенную функцию;
· завершенностью в конструктивном исполнении (самостоятельное изделие);
· наличием стандартных конструктивных, габаритных и присоединительных размеров, допускающих надежную и быструю сборку.
Агрегат должен быть отработан технологически и хорошо изучен в эксплуатации.
Унификация приводит к уменьшению количества типоразмеров изделий одинакового функционального назначения, а агрегатирование увеличивает число объектов специализированного назначения. Применение метода агрегатирования позволяет не создавать каждый раз новое изделие как оригинальное и единственное в своем роде, а перекомпоновывать уже существующие, освоенные в производстве узлы и агрегаты, с добавлением ограниченного числа новых узлов. В машиностроении и приборостроении широко используется метод базового агрегата, при котором к базовой модели машины (прибора) присоединяется специальное оборудование (блоки). В результате получают ряд машин (приборов) разнообразного назначения. В условиях современного производства, когда осуществляется быстрая смена объектов производства, агрегатирование является одним из наиболее прогрессивных методов конструирования изделий, обеспечивающим ускорение технического прогресса и большой экономический эффект.
Продукция определенного назначения, принципа действия и конструкции, то есть продукция определенного типа, характеризуется рядом параметров. Набор установленных значений параметров называется параметрическим рядом. Процесс стандартизации параметрических рядов — параметрическая стандартизация — заключается в выборе и обосновании целесообразной номенклатуры и численного значения параметров.
Разработка параметрических рядов требует прежде всего установления единой закономерности в системе стандартизируемых величин, к числу которых относятся геометрические характеристики, мощность, производительность, грузоподъемность, скорость, прочность и другие параметры изделий и их составных частей. Эта задача решается установлением рядов предпочтительных чисел, из которых необходимо выбирать значения параметров, размеров и других характеристик как при разработке стандартов, так и при проектировании, расчетах, составлении различных технических документов. Смысл разработки рядов предпочтительных чисел заключается в выборе лишь тех значений параметров изделий, которые подчиняются строго определенной математической закономерности, а не любых значений, принимаемых в результате расчетов или в порядке волевого решения.
Ряды предпочтительных чисел должны удовлетворять следующим требованиям:
· представлять собой рациональную систему градации чисел, удовлетворяющую потребностям производства и эксплуатации;
· быть бесконечными как в сторону малых, так и в сторону больших величин;
· включать все десятикратные значения любого числа и единицу; а быть простыми и легко запоминающимися.
Примеры применения целесообразных рядов известны с древних времен. Колеса римских водопроводов имели диаметры, соответствующие геометрической прогрессии. Петр I издал указ, в котором устанавливались калибры ядер 4, 6, 8, 12, 18, 24, 36, что соответствовало ступенчатой геометрической прогрессии.
Простейшие ряды предпочтительных чисел строятся на основе арифметической прогрессии, то есть такой последовательности чисел, в которой разность между последующим и предыдущим членами остается постоянной. Примерами арифметической прогрессии являются следующие последовательности:
· возрастающая прогрессия с разностью 3: 1-4-7-10-...;
· убывающая прогрессия с разностью 0,2: 1-0,8-0,6-....
Любой член арифметической прогрессии вычисляется по формуле
аn = а1 + d(п- 1),
где а1 — первый член прогрессии; d — разность прогрессии; п — номер взятого члена.
Достоинством рядов предпочтительных чисел, базирующихся на арифметической прогрессии, является их простота, недостатком — относительная неравномерность. Так, в возрастающей арифметической прогрессии с разностью 3 второй член превышает первый на 300 %, а одиннадцатый больше десятого на 30 %. В результате большие значения следуют друг за другом значительно чаще, чем малые.
Для преодоления этого недостатка используют ступенчато-арифметические прогрессии. Такую прогрессию образуют, например, достоинства монет:
1-2-3-5-10-15-20 коп.,
где разность прогрессии принимает значения 1 и 5. В настоящее время ступенчатая арифметическая прогрессия находит применение в стандартах на диаметры резьб, размеры болтов, винтов и других деталей машин.
В геометрической прогрессии постоянным остается отношение последующего члена прогрессии к предыдущему. Примерами геометрической прогрессии являются следующие последовательности:
· возрастающая последовательность со знаменателем 1,2: 1-1,2-1,44-1,73-...;
· убывающая последовательность со знаменателем ОД: 1-0,1-0,01-.... Любой член геометрической прогрессии вычисляется по формуле
аn = а1 qn-1
где а1— первый член прогрессии; q— знаменатель прогрессии; п — номер взятого члена.
Введение современной системы предпочтительных рядов чисел, основанных на геометрической прогрессии, связано с именем французского инженера Шарля Ренара, который разработал спецификацию на диаметры хлопчатобумажных канатов для аэростатов с таким расчетом, чтобы их могли изготовлять заранее, независимо от места эксплуатации. Используя преимущества геометрической прогрессии, Ренар взял за основу канат, имеющий определенную массу а в граммах на один метр длины, и построил ряд, приняв знаменатель прогрессии, обеспечивающий десятикратное увеличение каждого пятого члена ряда, то есть аq5 = 10а, откуда  = q. Получился следующий числовой ряд: а — 1,5849я — 2,5119а -3,9811а — 6,3096а — 10а. Значения этого ряда были заменены более удобными на практике округленными значениями.
= q. Получился следующий числовой ряд: а — 1,5849я — 2,5119а -3,9811а — 6,3096а — 10а. Значения этого ряда были заменены более удобными на практике округленными значениями.
На основе построенного Ренаром ряда, условно обозначенного R5, впоследствии были построены ряды R10, R20, R40, которые так и называют — рядами Ренара (табл. 17.1).
В результате многолетнего производственного опыта было установлено, что для удовлетворения нужд производства достаточно положить в основу построения рядов предпочтительных чисел геометрические прогрессии со знаменателями, приведенными в таблице.
Таблица 17.1.Геометрические прогрессии, положенные в основу рядов Ренара

Ряды R5, R10, R20, R40 называются основными рядами, а ряды R80, R160 -дополнительными.
При построении рядов предпочтительных чисел соблюдается один из основных принципов стандартизации — принцип предпочтительности. Соблюдение принципа предпочтительности позволяет добиться разумного сокращения применяемой номенклатуры стандартных объектов. При выборе того или иного ряда учитываются интересы не только потребителей, но и изготовителей продукции. Частота параметрического ряда должна быть оптимальной: слишком «густой» ряд позволяет максимально удовлетворять нужды потребителей, однако при этом чрезмерно расширяется номенклатура продукции, распыляется ее производство, что приводит к большим производственным затратам. Поэтому ряд R5 является более предпочтительным по сравнению с рядом R10, а ряд R10 предпочтительнее ряда R20.
В области радиоэлектроники в качестве руководящего документа Международной электротехнической комиссией принята Публикация 63 «Ряды предпочтительных величин для резисторов и конденсаторов», предусматривающая систему предпочтительных чисел в виде рядов E3, Е6, Е12, Е24, Е48, Е96, Е192
(табл. 17.2). Принцип построения указанных рядов аналогичен принципу, положенному в основу построения рядов Ренара.
Таблица 17.2.Принципы построения рядов предпочтительных чисел в радиоэлектронике

Стандартизуемые и нормируемые параметры могут иметь разный характер, но при выборе их номинальных значений из рядов предпочтительных чисел значительно легче согласуются между собой изделия, предназначенные для работы в одной технологической цепочке или являющиеся объектами технологического процесса. Например, принято использование транспортных и грузоподъемных средств в расчете на массы грузов, построенные по ряду R5 (грузоподъемность железнодорожных вагонов 25, 40, 63 и 100 т, вместимость контейнеров - 250, 400, 630, 1000 кг, масса ящиков — 25, 40, 63, 100 кг, масса коробок или банок -250, 400, 630 и 1000 г).