Выбор и описание сборочно-сварочных приспособлений, установок и технологической оснастки
В качестве сборочно-сварочного оборудования в данном дипломном проекте представлена цепесварочная машина KSH 500D Рисунок -11
1 2 3 4 5 6 7 8 9 10 11

Рисунок 12 - Сварочная машина KSH-500D и ее элементы
1 - Удалитесь грата, 2 – Узел поворота звена, 3 – Узел подъёма звена, 4 – Узел зажима электродов, 5 – Вилка, 6 – Трансформатор, 7 – Гидростанция, 8 – Главная транспортная система, 9 – Суппорт осадки, 10 – Пульт управления, 11 - Шкаф управления, 12 – Вспомогательный транспорт.
Рабочий цикл в автоматическом режиме начинается с того, что еще не сваренное звено цепи поднимается в зону сварки при помощи подъемного устройства системы подачи цепи. Затем производится точное выравнивание и зажим звена. За этим следует регулируемый процесс сварки оплавлением. После завершения сваривания электроды поднимаются, и со сваренного звена, зажатого в том же положении, полностью удаляется грат.
Удаление грата осуществляется с помощью двух ножей, производящих режущее движение в продольном направлении один за другим и гарантирующих оптимальный результат. После этого готовое звено освобождается из зажима и опускается в положение для дальнейшего перемещения.
Цепь проходит через сварочный комплекс два раза так как сваривается каждое второе звено. На этом рабочий цикл завершается, и начинается следующий.
Доработка транспортной системы
Если установить узел который будет производить поворот цепи, то цепь можно сваривать за один проход, что позволит сократить время цикла сварки и транспортировку цепи.
По принципу действия после того как звено было сварено, следующее, не сваренное звено, которое еще находится в горизонтальном положении, приводится кантователем в вертикальное положение и подается в положение для подъема под сварку.
Т. к. при сварке изделия применяется сварка оплавлением с предварительным подогревом в автоматическом режиме все зажимные элементы являются одновременно и элементами сварочного узла.
Фиксация звена на базовой поверхности наковальни производится двумя рихтователями и двумя парами электродов (рисунок 13). Все применяемые зажимные устройства являются гидравлическими.
| Наковальня |

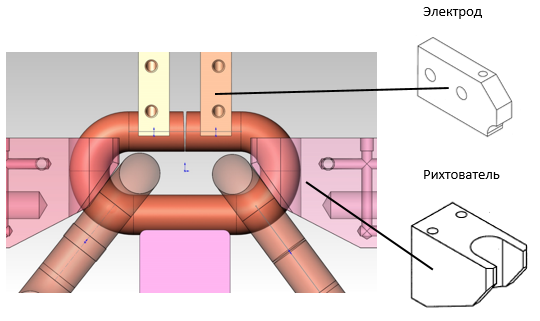
Рисунок 13 - Звено в положении перед сваркой