Лекция № 34
Тема:Кантователи.
План:
1.Классификация и назначение кантователей.
2.Разносвидности кантователей.
Кантователи предназначены для установки изделий в удобное для сварки положение путем поворота их вокруг горизонтальной оси.
Кантователи различают по конструктивному исполнению, по количеству движений: по конструктивному исполнению — двухстоечные, кольцевые, цепные, рычажные, домкратные, челночные, книжные и с поворотной рамой; по количеству движений — обеспечивающие только поворот изделия вокруг постоянной оси или с подъемом, либо горизонтальным перемещением изделия*
Наиболее широкое распространение получили двухстоечные кантователи с постоянной осью, имеющие ряд преимуществ по сравнению с другими типами кантователей. Они универсальны, просты по конструкции, дешевы, компактны и требуют меньшую мощность привода, поскольку поворот изделия происходит вокруг продольной оси, проходящей вблизи центра тяжести. Это фактически упрощенные горизонтальные вращатели, имеющие только маршевую скорость вращения. Двухстоечные кантователи отличаются от вращателей устройством привода вращения — -так же, как и у позиционеров, обычно применяется асинхронный электродвигатель.
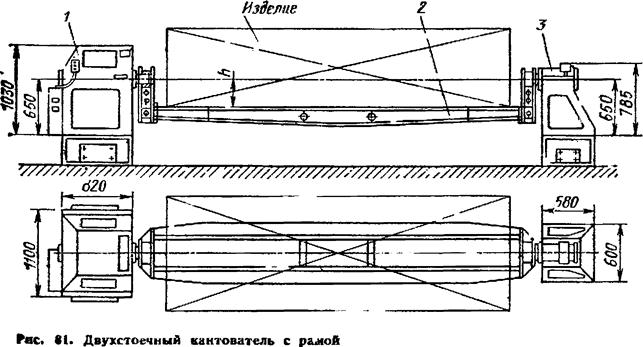
Двухстоечные кантователи могут иметь еще одно отличие. Если вращатели со сварочной скоростью применяются, как правило, для сварки круговых швов и требуют возможности поворота изделия на 360°, то кантователи применяют для сварки различных швов на изделиях разнообразной формы, что часто не требует -поворота изделия на 360°. При этом одна из сторон изделия, на которой отсутствуют свариваемые швы, может быть использована для крепления. Это особенно важно при сварке длинных и нежестких изделий, которые недостаточно крепить только за торцы на Планшайбах стоек, и при невозможности применения дополнительных опор (люнетов) между стойками. В этих случаях изделие закрепляют на поворотной раме, установленной на стойках кантователя.
На рис, 81 изображен кантователь, состоящий из передней приводной стойки 1 и задней неприводной стойки 3. Изделие закрепляют на поворотной раме 2 расстояние основания которой от оси поворота h можно изменять в зависимости от размеров изделия и тем самым уменьшать момент вращения. Шпиндель передней стойки кантователя оборудован устройством для подвода сжатого воздуха к крепежным приспособлениям. Это дает возможность применять пневматические прижимы для крепления изделия.
Кантователи небольшой грузоподъемностью (до 500 кгс) имеют обычно ручной привод поворота.
Двухстоечные кантователи с подъемными центрами кроме поворота изделия осуществляют также его подъем. Для установки и крепления изделия центры опускаются в нижнее положение. Для поворота изделия центры поднимаются. Большая часть швов сваривается, когда изделие находится в нижнем положении при опущенных центрах. На рис 82 изображен двухстоечный кантователь с подъемными центрами. Одна из стоек — передвижная. Управление кантователем дистанционное, с переносного пульта управления (табл. 12).
Кантователи с подъемными центрами применяют в основном для плоских крупных рам.
Кольцевые кантователи могут быть с целыми и разъемными кольцами. Кантователи с целыми кольцами применяют в основном для рамных и корпусных изделий, которые закрепляют обычно на раме или кондукторе, расположенными между кольцами. На рис. 83, а изображена схема такого кантователя для сборки и сварки блоков тепловозных дизелей массой до 5 т. Кантователь состоит из двух колец 1, между которыми закреплен разъемный кондуктор 8, Верхняя часть кондуктора 2 съемная. Кольца опираются на две холостые 6 и две приводные 7 роликоопоры. На валу приводных роликоопор закреплены звездочки 5, вращающиеся от электродвигателя 4 через двухступенчатый червячный редуктор 3.
На рис. 83, б изображен кантователь с целыми кольцами, размещенными на двух тележках. При установке изделия в кантователь тележки наезжают на изделие с торцов.
Таблица 12
Технические данные кантователей с подъемными центрами


Кольцевые кантователи с разъемными кольцами используют обычно для сварки балочных конструкций. Разъемные кольца состоят из трех-четырех шарнирно соединенных между собой секторов. Для установки и съема изделия один-два сектора открываются. В закрытом состоянии секторы образуют сплошное кольцо. Раскрытие и закрытие секторов возможно вручную или механизировано.
Для поворота на 90 или 180° применяют кольцевые кантователи с незамкнутым кольцом.
Преимущества кольцевых кантователей по сравнению с двухстоечными: возможность сборки и сварки крупных корпусных изделий в кондукторе, доступ к торцовым частям этих изделий, лучшие условия крепления длинномерных балочных изделий благодаря размещению опорных колец между концами изделия. Недостатки: затрудненный доступ к местам изделия, расположенным внутри колец, меньшая универсальность.
 Цепной кантователь (рис. 84) состоит из нескольких стоек /, на каждой из которых укреплены приводная 2 и холостые 5 и б звездочки. На звездочки надеты провисающие цепи 3, служащие опорой для кантуемого изделия 4. Приводные звездочке связаны продольным приводным валом с приводом кантователя (на рис. 84 привод не показан). Цепные кантователи обладают двумя существенным! преимуществами — они просты и надежны в работе и не требу гот крепления изделия. Вместе с тем применение цепных кантователей при автоматической сварке нежелательно, так как после кантовки изделие, опирающееся только на цепи, трудно зафиксировать в неподвижном положении и установить параллельно оси движущегося сварочного автомата.
Цепной кантователь (рис. 84) состоит из нескольких стоек /, на каждой из которых укреплены приводная 2 и холостые 5 и б звездочки. На звездочки надеты провисающие цепи 3, служащие опорой для кантуемого изделия 4. Приводные звездочке связаны продольным приводным валом с приводом кантователя (на рис. 84 привод не показан). Цепные кантователи обладают двумя существенным! преимуществами — они просты и надежны в работе и не требу гот крепления изделия. Вместе с тем применение цепных кантователей при автоматической сварке нежелательно, так как после кантовки изделие, опирающееся только на цепи, трудно зафиксировать в неподвижном положении и установить параллельно оси движущегося сварочного автомата.
Имеются цепные кантователи с опускающимися цепями. При работе таких кантователей изделие в исходном положении находится на жестких опорах (цепь в это время опущены ниже уровня опор). Для кантовки цепи поднимаются и снимают изделие с опор, опуская его опять на опоры после кантовки. Это позволяет применить автоматическую сварку, так как во время сварки изделие находится в неподвижном положении. Цепные кантователи применяют в основном для сварки балок с поперечным сечением, близким к квадрату. Кантователи с опускающимися цепями применяют также для сварки крупногабаритных изделий, в частности решетчатых конструкций прямоугольного сечения.
Рычажный кантователь для балок (рис, 85) состоит из нескольких призматических опор 1, двух продольных валов 2, закрепленных в верхней части опор, и двух групп Г-образных рычагов — левых 3 и правых 4. Рычаги расположены между опорами и связаны с приводными гидроцилиндрами, размещенными ь нижней части кантователя.
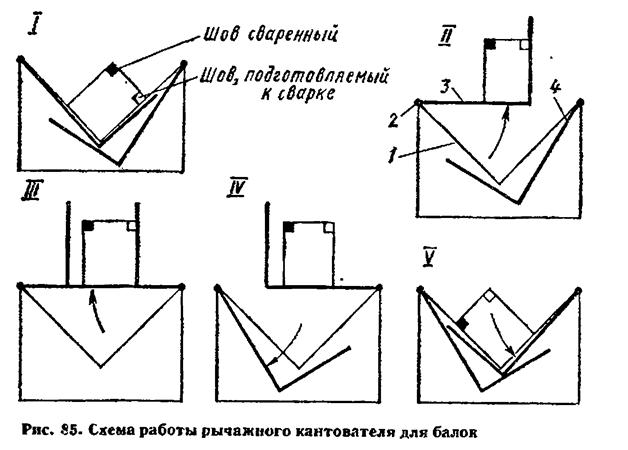
Работа рычажного кантователя для балок осуществляется следующим образом. В исходном положении I (рис. 85) все рычаги опущены и их опорные плоскости находятся ниже рабочих плоскостей призматических опор. Балка подается краном и укладывается на опоры. После сварки первого шва цилиндры поднимают соответствующую группу рычагов (для кантовки влево — левых 3), поворачивая балку на 45° до горизонтального положения ее опорной плоскости (положение II). Затем включаются цилиндры, поднимающие противоположные рычаги и подводящие их под балку (положение III). После этого рычаги опускаются — сначала рычаги 3 без балки (положение IV), затем, укладывая балку на опоры, — рычаги 4 (положение V). Таким образом, балка оказывается повернутой на 90° и подготовленной к сварке следующего шва. При необходимости поворота на 180° цикл повторяется. Кантовать можно в любую сторону. Цикл поворота автоматизирован с помощью конечных выключателей, управляющих движениями рычагов в заданной последовательности, и происходит от одного нажатия кнопки. Кантователь целесообразно применять для балок сравнительно небольшого поперечного сечения (порядка 500×500 мм), которые необходимо сваривать «в лодочку» (см. стр. 226). Так же, как и цепной, кантователь не требует крепления изделия, обеспечивая в то же время неподвижное положение балки при сварке.
 Домкратный кантователь для поворота на 90° в обе стороны плоских рам (рис. 86) состоит из основания поворотной рамы 1, двух гидравлических домкратов 4 и четырех выдвижных полуосей 3.
Домкратный кантователь для поворота на 90° в обе стороны плоских рам (рис. 86) состоит из основания поворотной рамы 1, двух гидравлических домкратов 4 и четырех выдвижных полуосей 3.
Выдвижение полуосей производится гидроцилиндрами.
Раму 1 с закрепленным на ней изделием можно поворачивать вокруг двух полуосей, при этом две другие полуоси убираются. Домкратные кантователи предназначены, как правило для конкретных изделий, в основном для плоских крупных рам.
Челночные кантователи (рис. 87, а) обеспечивают не только поворот изделий и установку их в удобное для сварки положение, но также и транспортировку изделий с одного рабочего места на другое. Кантователь состоит из двух подъемных крыльев 1, несущей рамы 3 с двумя колесными парами — холостой 5 и приводной 2, двух блоков гидроцилиндров 4, гидроприводов и пульта управления (рис. 87, б). Подъемные крылья могут поворачиваться раздельно или одновременно на 90°. Для одновременного поворота крылья запираются специальным замком с гидроцилиндром, размещенным внутри рамы, и образуют жесткий прямой угол. Кантователь передвигается по рельсовому пути с помощью гидродвигателей. Управление кантователем — дистанционное с выносного пульта.
Рядом с кантователем устанавливают стеллажи, уровень которых на 30 мм выше уровня крыльев в горизонтальном положении; таким образом, кантователь в исходном положении (рис. 87, б) может свободно передвигаться под изделием, лежащим на стеллажах. Поворот может производиться в любую сторону. Для поворота изделия направо поднимается правое крыло и кантователь подъезжает вплотную к изделию (рис. 87, в). Крылья запирают замком и оба одновременно поворачивают на 90° направо вместе с изделием (рис. 87, г). Для поворота на больший угол (180°, 270° и т.д.) кантователь приводится в исходное положение (оба крыла опускаются), проезжает под изделием (в сторону поворота) и цикл повторяется. Поворот в левую сторону происходит аналогично. Для транспортировки изделие располагают под углом 45° (как и для сварки «в лодочку», рис. 87, д). При этом нижняя точка изделия вместе с вершиной угла, образуемого крыльями, приподнимается над стеллажами ш несколько десятков миллиметров и изделие свободно передвигается в необходимое место. Челночные кантователи не требуют крепления изделий, что значительно упрощает и ускоряет процесс кантовки и является существенным преимуществом.

Особое место занимают кантователи для полотнищ, значительно отличающиеся от других типов конструкций.
Для полотнищ шириной до 2,5 м применяют кантователи книжного типа (рис. 88), основными элементами которых являются две группы рычагов 1 и 2. Рычаги могут поворачиваться вокруг продольной оси 3 с помощью электро-или гидропривода. Кантователь может быть стационарный или передвижной. У стационарных кантователей ось 3 поворота рычагов закреплена неподвижно, у передвижных — на тележках 4, перемещающихся в плоскости кантовки.

Рассмотрим работу передвижного кантователя. В исходном положении I (рис. 88, а) обе группы рычагов 1 и 2 расположены горизонтально по обе стороны от оси 3. Полотнище 5 укладывается на одну из групп рычагов. Перед кантовкой вторая группа рычагов поворачивается и накрывает полотнище (положение II), затем рычаги 1 и 2 с полотнищем поворачивают на 90° до вертикального положения III (рис. 88, б) и тележки 4 перемещаются в сторону, противоположную направлению кантовки (положение VI). Затем продолжают поворот рычагов с полотнищем еще на 90° — до горизонтального положения VI (рис. 88, в), после чего рычаги 1, расположенные над полотнищем, поворачивают на 180° в обратную сторону, освобождая полотнище (положение V).
У передвижных кантователей после кантовки полотнище располагается на том же месте, что и до кантовки — за счет перемещения тележек. У стационарных кантователей полотнище при кантовке перекладывается на другое место, что требует дополнительной площади. Процесс кантовки при этом упрощается, так как полотнище поворачивается сразу на 180° (из положения II в положение V). Кроме изображенного на рис. 88 двухрычажного кантователя известны однорычажные кантователи, в которых рычаги расположены с одной стороны полотнища, в таких кантователях полотнище крепят к рычагам электромагнитами или какими-либо захватами по контуру полотнища.
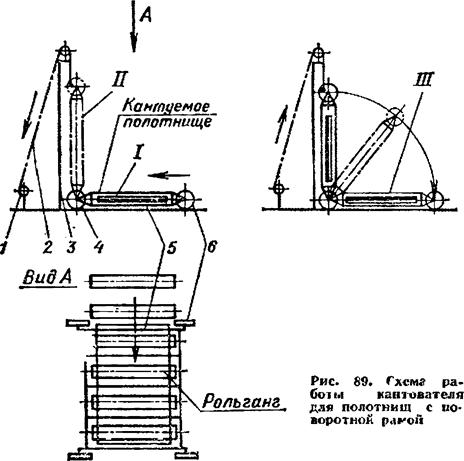
Для полотнищ шириной до 8 м применяют кантователи с поворотной рамой (рис. 89). Кантователь состоит из лебедки 1, колонны 3 и поворотной рамы (кассеты) 5 с роликами 6. Между секциями кассеты расположены рольганги. Трос 2 лебедки зацепляется за цапфы 4, расположенные на кассете около роликов. Полотнище, перемещаясь по рольгангам, входит в прорези кассеты (положение I). Кантовка заключается в подъеме лебедкой кассеты до вертикального положения (II) и опускания ее до горизонтального положения (III). Кассета вместе с полотнищем поворачивается при этом на 180° на площади, занимаемой полотнищем первоначально. Кантователь отличается простотой конструкции и не требует крепления изделий.
Вопросы для самопроверки:
1. Перечислите основные типы кантователей и их назначение.
2. Для чего предназначены роликовые стенды?
Литература:
Базовая:
1.А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;