Лекция № 31
Тема:Вращатели
План:
1.Классификация и назначение вращателей.
Вращатели предназначены для установки изделий в удобное для сварки положение путем поворота их вокруг постоянной оси, а также вращения их со сварочной скоростью при автоматической и полуавтоматической сварке, наплавке и металлизации. Это — упрощенные манипуляторы, в которых отсутствует механизм наклона и ось вращения занимает постоянное положение. Вращатели применяют для тех же изделий, что и манипуляторы, при возможности их установки и сварки в одном положении. Вращатели различают по назначению, расположению оси вращения, числу стоек, а также по количеству движений. Аналогично манипуляторам вращатели могут иметь либо регулируемую сварочную, и маршевую скорость, либо только маршевую. Ось вращения может быть расположена вертикально, наклонно, горизонтально.
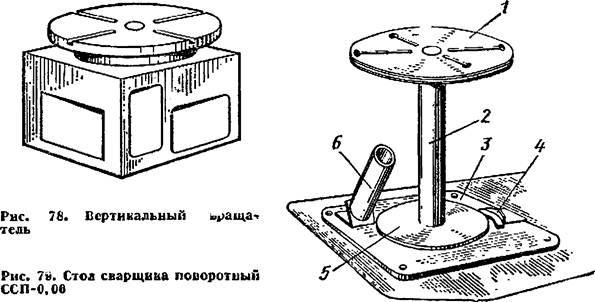
Вращатели с вертикальной (рис. 78) и наклонной осями вращения (вертикальные и наклонные) состоят из одной стойки, в корпусе которой размещены привод вращения планшайбы, и иногда и электрооборудование.
Простейшей модификацией вертикальных вращателей являются поворотные столы сварщиков, предназначенные для, поворота небольших изделий вокруг вертикальной оси и установки их в удобное положение при ручной и полуавтоматической сварке. Столы делятся на просто поворотные и подъемно-поворотные. Типовой поворотный стол (рис. 79) состоит из основания с опорой 3, поворотной колонки 2 с укрепленной на ней планшайбой фрикционною механизма фиксации 4 и колчана для электродов 6. Для крепления свариваемых узлов в планшайбе имеется четыре радиальных паза. Поворот планшайбы осуществляется сварщиком с помощью диска 5, приваренного к нижней части колонка. Стопорение стола осуществляется нажатием на педаль механизма фиксации, которая при этом заклинивает диск. Подъемно-поворотный стол отличается от поворотного стола наличием в нем подъемного винта, расположенного в поворотной колонке, обеспечивающего регулирование высоты планшайбы.
Вращатели с горизонтальной осью вращения (горизонтальны е), предназначенные для изделий с небольшими размерами и массой, также состоит из одной стойки. Большей же частью горизонтальные вращатели имеют вторую стойку — для поддержки изделия. Иногда для этой же цели вращатели оборудуют дополнительными устройствами — люнетами.

Горизонтальный вращатель (рис. 80) состоит из передней стойки 7, внутри которой размещен привод вращения, и задней передвижной стойки 5. На передней и задней стойках закреплены две съемные планшайбы 2 с кулачками 3. Задняя стойка передвигается вручную по рельсовому пути 4 и снабжена специальным стопорным устройством, закрепляющим ее неподвижно в нужном положении. Электрооборудование размещено в отдельно стоящем шкафу. Короткие изделия закрепляют только на передней планшайбе. Изделия большой длины или имеющие момент относительно опорной плоскости больше допустимого для передней стойки поддерживаются специальным- люнетом или закрепляются на двух планшайбах. Схему закрепления изделия выбирают в зависимости от его длины, расположения центра тяжести (высоты над опорной плоскостью), жесткости изделия, а также расположения свариваемых швов.
В табл. 11 приведены основные технические данные отечественных вращателей со сварочной скоростью.
Обе группы оборудования — манипуляторы и вращатели имеют много общего в назначении и устройстве. Наиболее универсальны манипуляторы, которые могут выполнять все функции вращателей. Но манипулятор представляет собой сложное и дорогое устройство. Поэтому там, где не требуется универсальность, манипулятор успешно заменяют более простыми и дешевыми вращателями.
Наряду с горизонтальными вращателями, имеющими маршевую и сварочную скорости, широко распространены вращатели, имеющие только маршевую скорость — кантователи.
Таблица 11
Технические данные вращателей

Вопросы для самопроверки:
1.Назначение и классификация вращателей.
2.Разновидности вращателей.
Литература:
Базовая:
1.А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
2.М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
3.В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
4.Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование